User:NISTResearchLibrary/gallery
Jump to navigation
Jump to search

Wed Jul 16 12:00:33 EDT 2014
[edit]-
![Diagram includes: [top from left] turning workstation; vertical workstation; horizontal workstation; control room support' control room; automatic inspection workstation; cleaning and deburing workstation.](https://upload.wikimedia.org/wikipedia/commons/thumb/7/76/AutomatedManufacturingResearchFacility_001.jpg/120px-AutomatedManufacturingResearchFacility_001.jpg) Diagram includes: [top from left] turning workstation; vertical workstation; horizontal workstation; control room support' control room; automatic inspection workstation; cleaning and deburing workstation.
Diagram includes: [top from left] turning workstation; vertical workstation; horizontal workstation; control room support' control room; automatic inspection workstation; cleaning and deburing workstation. -

-

-

-

-

-

-

-

-
 Woman demonstrating the "Emulation of AMRF Control System" on a computer
Woman demonstrating the "Emulation of AMRF Control System" on a computer -
 Equipment in the Automated Manufacturing Research Facility
Equipment in the Automated Manufacturing Research Facility -
 Equipment in the Automated Manufacturing Research Facility
Equipment in the Automated Manufacturing Research Facility -
 Demonstration at the Automated Manufacturing Research Facility
Demonstration at the Automated Manufacturing Research Facility -
 Group discusses Automated Manufacturing Research Facility
Group discusses Automated Manufacturing Research Facility -
 Demonstration at the Automated Manufacturing Research Facility
Demonstration at the Automated Manufacturing Research Facility -
 View of the Automated Manufacturing Research Facility from above
View of the Automated Manufacturing Research Facility from above -
 Automated machinery in the Automated Manufacturing Research Facility
Automated machinery in the Automated Manufacturing Research Facility -
 Automated machinery in the Automated Manufacturing Research Facility
Automated machinery in the Automated Manufacturing Research Facility -
 Demonstration of automated machinery in the Automated Manufacturing Research Facility
Demonstration of automated machinery in the Automated Manufacturing Research Facility -
 Demonstration of automated machinery in the Automated Manufacturing Research Facility
Demonstration of automated machinery in the Automated Manufacturing Research Facility -
 Demonstration of NBS Automated Manufacturing Research Facility (AMRF) equipment
Demonstration of NBS Automated Manufacturing Research Facility (AMRF) equipment -
 Demonstration of NBS Automated Manufacturing Research Facility (AMRF) equipment
Demonstration of NBS Automated Manufacturing Research Facility (AMRF) equipment -
 NBS Automated Manufacturing Research Facility (AMRF) equipment
NBS Automated Manufacturing Research Facility (AMRF) equipment -
 At the horizontal workstation in the NBS Automated Manufacturing Research Facility (AMRF), Chrstopher Stevenson (left) of White-Sundstrand and Howard Harary of NBS discuss the next generation of machine tools
At the horizontal workstation in the NBS Automated Manufacturing Research Facility (AMRF), Chrstopher Stevenson (left) of White-Sundstrand and Howard Harary of NBS discuss the next generation of machine tools -
 A demonstration at a computer workstation at the NBS Automated Manufacturing Research Facility
A demonstration at a computer workstation at the NBS Automated Manufacturing Research Facility -
 This workstation, which was developed for NBS for the US Navy's Mare Island Naval Shipyard, was the first large-scale transfer of flexible automation technology from the AMRF to a production facility.
This workstation, which was developed for NBS for the US Navy's Mare Island Naval Shipyard, was the first large-scale transfer of flexible automation technology from the AMRF to a production facility. -
 At the NIST Automated Manufacturing Research Facility, (from left) NIST Director John Lyons, Commerce Secretary Robert Mosbacher, and John Simpson, director of the NIST Center for Manufacturing Engineering discuss the potential to improve the quality and productivity of manufacturing operations through the use of a variety of ner automation techniques. During his January 26 visit to the NIST campus in Gaithersburg, MD, Mosbacher also toured the Semiconductor Processing Research Laboratory, where NIST researchers develop the measurement science and technology utilized in the U.S. semiconductor industry.
At the NIST Automated Manufacturing Research Facility, (from left) NIST Director John Lyons, Commerce Secretary Robert Mosbacher, and John Simpson, director of the NIST Center for Manufacturing Engineering discuss the potential to improve the quality and productivity of manufacturing operations through the use of a variety of ner automation techniques. During his January 26 visit to the NIST campus in Gaithersburg, MD, Mosbacher also toured the Semiconductor Processing Research Laboratory, where NIST researchers develop the measurement science and technology utilized in the U.S. semiconductor industry. -
 Computer control techniques developed at the NBS Automated Manufacturing Research Facility made it possible to operate the machine tool pictured at five to ten times its normal accuracy.
Computer control techniques developed at the NBS Automated Manufacturing Research Facility made it possible to operate the machine tool pictured at five to ten times its normal accuracy. -
 Computer with graphical program and machine equipment in the NBS Automated Manufacturing Research Facility
Computer with graphical program and machine equipment in the NBS Automated Manufacturing Research Facility -
 Cleaning and deburring workstation of the NBS Automated Manufacturing Research Facility
Cleaning and deburring workstation of the NBS Automated Manufacturing Research Facility
![Diagram includes: [top from left] turning workstation; vertical workstation; horizontal workstation; control room support' control room; automatic inspection workstation; cleaning and deburing workstation.](/wiki/File:AutomatedManufacturingResearchFacility_001.jpg)





























Wed Jul 16 10:50:33 EDT 2014
[edit]-
![The laser is pictured directly below Birky's head. The focusing lens of the system is implanted in the far right end of the long telescoping tube [center]. The focused laser beam is next attenuated by reflection within the rectangular plates, represented in this image by white paper upon which the images can be seen.](https://upload.wikimedia.org/wikipedia/commons/thumb/f/fc/AtomicPhysics001.jpg/120px-AtomicPhysics001.jpg) The laser is pictured directly below Birky's head. The focusing lens of the system is implanted in the far right end of the long telescoping tube [center]. The focused laser beam is next attenuated by reflection within the rectangular plates, represented in this image by white paper upon which the images can be seen.
The laser is pictured directly below Birky's head. The focusing lens of the system is implanted in the far right end of the long telescoping tube [center]. The focused laser beam is next attenuated by reflection within the rectangular plates, represented in this image by white paper upon which the images can be seen. -
 The two sets of images give information on the active laser rod. Here images a, b, and c are multiple near-field patterns from the prism, while the corresponding images d, e, and f are the multiple far-field patterns.
The two sets of images give information on the active laser rod. Here images a, b, and c are multiple near-field patterns from the prism, while the corresponding images d, e, and f are the multiple far-field patterns. -
![E.R. Pfeiffer [left] and C.S. Koonce of the NBS position a Dewar inside a magnet in preparation for an experiment to determine the superconducting transition temperature of strontium titanate as a function of conduction electron concentration](https://upload.wikimedia.org/wikipedia/commons/thumb/f/fe/AtomicPhysics003.jpg/97px-AtomicPhysics003.jpg) E.R. Pfeiffer [left] and C.S. Koonce of the NBS position a Dewar inside a magnet in preparation for an experiment to determine the superconducting transition temperature of strontium titanate as a function of conduction electron concentration
E.R. Pfeiffer [left] and C.S. Koonce of the NBS position a Dewar inside a magnet in preparation for an experiment to determine the superconducting transition temperature of strontium titanate as a function of conduction electron concentration -
![With researchers from the State University of New York, physicists William Phillips [pictured], Alan Migdall, and John Prodan completed what is believed to be the first successful experiment to trap neutral atoms, an important advance in the technology of atomic physics.](https://upload.wikimedia.org/wikipedia/commons/thumb/5/52/AtomicPhysics004.jpg/120px-AtomicPhysics004.jpg) With researchers from the State University of New York, physicists William Phillips [pictured], Alan Migdall, and John Prodan completed what is believed to be the first successful experiment to trap neutral atoms, an important advance in the technology of atomic physics.
With researchers from the State University of New York, physicists William Phillips [pictured], Alan Migdall, and John Prodan completed what is believed to be the first successful experiment to trap neutral atoms, an important advance in the technology of atomic physics.
![The laser is pictured directly below Birky's head. The focusing lens of the system is implanted in the far right end of the long telescoping tube [center]. The focused laser beam is next attenuated by reflection within the rectangular plates, represented in this image by white paper upon which the images can be seen.](/wiki/File:AtomicPhysics001.jpg)

![E.R. Pfeiffer [left] and C.S. Koonce of the NBS position a Dewar inside a magnet in preparation for an experiment to determine the superconducting transition temperature of strontium titanate as a function of conduction electron concentration](/wiki/File:AtomicPhysics003.jpg)
![With researchers from the State University of New York, physicists William Phillips [pictured], Alan Migdall, and John Prodan completed what is believed to be the first successful experiment to trap neutral atoms, an important advance in the technology of atomic physics.](/wiki/File:AtomicPhysics004.jpg)
Wed Jul 16 10:43:50 EDT 2014
[edit]-
 Portrait of a smiling Dr. Ernest Ambler in dark suit and striped tie
Portrait of a smiling Dr. Ernest Ambler in dark suit and striped tie -
 Portrait of a smiling Dr. Ernest Ambler in dark suit and striped tie
Portrait of a smiling Dr. Ernest Ambler in dark suit and striped tie -
 Portrait of Dr. Ernest Ambler in dark jacket and light cardigan with tie
Portrait of Dr. Ernest Ambler in dark jacket and light cardigan with tie -
 Dr. Ernest Ambler, Deputy Director of the National Bureau of Standards in 1973
Dr. Ernest Ambler, Deputy Director of the National Bureau of Standards in 1973 -
 NBS Director Dr. Ernest Ambler & Secretary of Commerce Elliot L. Richardson
NBS Director Dr. Ernest Ambler & Secretary of Commerce Elliot L. Richardson -
 Dr. Ernest Ambler receives the President's Award for Distinguished Federal Civilian Service (with Secretary of Commerce Richardson and others)
Dr. Ernest Ambler receives the President's Award for Distinguished Federal Civilian Service (with Secretary of Commerce Richardson and others) -
 Dr. Ambler shakes hands at a reception in the NBS cafeteria
Dr. Ambler shakes hands at a reception in the NBS cafeteria -

-
 Dr. Ambler and family at swearing in ceremony
Dr. Ambler and family at swearing in ceremony -
 Formal portrait of Dr. Ernest Ambler
Formal portrait of Dr. Ernest Ambler -
 "Ernie - we've got to be more serious or people won't believe we're working - Moe Baldrige"
"Ernie - we've got to be more serious or people won't believe we're working - Moe Baldrige" -

-

-















Wed Jul 16 10:15:08 EDT 2014
[edit]-
 The carburetor test plant was desgined for convenient, speedy, and accurate observations of carburetor performance, without inclusion of the complications attendant upon engine performance in such testing. It was comprised of an orifice air meter, supplying air to a miniature altitude chamber, in which the carburetor was mounted. Air was drawn through the carburetor by a vacuum pump, and flow pulsations in the air stream were sumilated by an appatatus controlling both rate and amplitude of the pulsations. Pressure within the carburetor chamber could be lowered from that of the atmosphere at approximately one quarter of an atmosphere, and the air temperature could be raised to any desired value above that of the atmosphere.
The carburetor test plant was desgined for convenient, speedy, and accurate observations of carburetor performance, without inclusion of the complications attendant upon engine performance in such testing. It was comprised of an orifice air meter, supplying air to a miniature altitude chamber, in which the carburetor was mounted. Air was drawn through the carburetor by a vacuum pump, and flow pulsations in the air stream were sumilated by an appatatus controlling both rate and amplitude of the pulsations. Pressure within the carburetor chamber could be lowered from that of the atmosphere at approximately one quarter of an atmosphere, and the air temperature could be raised to any desired value above that of the atmosphere. -
 The performance of aircraft engines under the conditions of low pressure and temperature encountered in flight was determined with this equipment. The chambers were of heavy monolithic concrete construction and were equipped with refrigerating machinery and vacuum pumps or large capacity. The dynamometers for the absorption and measurement of the power developed were mounted outside the chamber, as were all other necessary apparatus and engine controls. One of the new chambers (after this photo was taken) would have a planned dynamic capacity sufficient to test engines up to 1000 horsepower. The exhaust from the engine and the air in the chamber were withdrawn by an electric-driven centrifugal exhauster. The pressure could thus be reduced to one-third of an atmosphere, corresponding to an altitude of approximately 35,000 feet.
The performance of aircraft engines under the conditions of low pressure and temperature encountered in flight was determined with this equipment. The chambers were of heavy monolithic concrete construction and were equipped with refrigerating machinery and vacuum pumps or large capacity. The dynamometers for the absorption and measurement of the power developed were mounted outside the chamber, as were all other necessary apparatus and engine controls. One of the new chambers (after this photo was taken) would have a planned dynamic capacity sufficient to test engines up to 1000 horsepower. The exhaust from the engine and the air in the chamber were withdrawn by an electric-driven centrifugal exhauster. The pressure could thus be reduced to one-third of an atmosphere, corresponding to an altitude of approximately 35,000 feet.


Wed Jul 16 10:02:02 EDT 2014
[edit]-

-

-

-

-

-

-

-
 NBS Division 30 official photo of Allen V. Astin.
NBS Division 30 official photo of Allen V. Astin. -

-

-

-

-

-

-

-

-

-

-




















Tue Jul 15 14:59:25 EDT 2014
[edit]-
![Operation [top]: 1. Connect condenser detector to input.; 2. Connect telephone to output.; 3. Decrease grid leaks to minimum resistance.; 4. Set filament controls at OFF position.; 5. Turn on A Battery by pulling out snap switch.; 6. Increase filament current of last tube to almost full value.; 7. Set filament control knobs of other tubes to index marks. (Never turn past these marks.); 8. Increase grid leak resistance until maximum amplification is obtained.; 9. No further attention is required.](https://upload.wikimedia.org/wikipedia/commons/thumb/1/13/AirplaneDetectionAppt_001.jpg/96px-AirplaneDetectionAppt_001.jpg) Operation [top]: 1. Connect condenser detector to input.; 2. Connect telephone to output.; 3. Decrease grid leaks to minimum resistance.; 4. Set filament controls at OFF position.; 5. Turn on A Battery by pulling out snap switch.; 6. Increase filament current of last tube to almost full value.; 7. Set filament control knobs of other tubes to index marks. (Never turn past these marks.); 8. Increase grid leak resistance until maximum amplification is obtained.; 9. No further attention is required.
Operation [top]: 1. Connect condenser detector to input.; 2. Connect telephone to output.; 3. Decrease grid leaks to minimum resistance.; 4. Set filament controls at OFF position.; 5. Turn on A Battery by pulling out snap switch.; 6. Increase filament current of last tube to almost full value.; 7. Set filament control knobs of other tubes to index marks. (Never turn past these marks.); 8. Increase grid leak resistance until maximum amplification is obtained.; 9. No further attention is required. -
![Operation [top]: 1. Connect condenser detector to input.; 2. Connect telephone to output.; 3. Decrease grid leaks to minimum resistance.; 4. Set filament controls at OFF position.; 5. Turn on A Battery by pulling out snap switch.; 6. Increase filament current of last tube to almost full value.; 7. Set filament control knobs of other tubes to index marks. (Never turn past these marks.); 8. Increase grid leak resistance until maximum amplification is obtained.; 9. No further attention is required.](https://upload.wikimedia.org/wikipedia/commons/thumb/e/ed/AirplaneDetectionAppt_002.jpg/98px-AirplaneDetectionAppt_002.jpg) Operation [top]: 1. Connect condenser detector to input.; 2. Connect telephone to output.; 3. Decrease grid leaks to minimum resistance.; 4. Set filament controls at OFF position.; 5. Turn on A Battery by pulling out snap switch.; 6. Increase filament current of last tube to almost full value.; 7. Set filament control knobs of other tubes to index marks. (Never turn past these marks.); 8. Increase grid leak resistance until maximum amplification is obtained.; 9. No further attention is required.
Operation [top]: 1. Connect condenser detector to input.; 2. Connect telephone to output.; 3. Decrease grid leaks to minimum resistance.; 4. Set filament controls at OFF position.; 5. Turn on A Battery by pulling out snap switch.; 6. Increase filament current of last tube to almost full value.; 7. Set filament control knobs of other tubes to index marks. (Never turn past these marks.); 8. Increase grid leak resistance until maximum amplification is obtained.; 9. No further attention is required.
![Operation [top]: 1. Connect condenser detector to input.; 2. Connect telephone to output.; 3. Decrease grid leaks to minimum resistance.; 4. Set filament controls at OFF position.; 5. Turn on A Battery by pulling out snap switch.; 6. Increase filament current of last tube to almost full value.; 7. Set filament control knobs of other tubes to index marks. (Never turn past these marks.); 8. Increase grid leak resistance until maximum amplification is obtained.; 9. No further attention is required.](/wiki/File:AirplaneDetectionAppt_001.jpg)
![Operation [top]: 1. Connect condenser detector to input.; 2. Connect telephone to output.; 3. Decrease grid leaks to minimum resistance.; 4. Set filament controls at OFF position.; 5. Turn on A Battery by pulling out snap switch.; 6. Increase filament current of last tube to almost full value.; 7. Set filament control knobs of other tubes to index marks. (Never turn past these marks.); 8. Increase grid leak resistance until maximum amplification is obtained.; 9. No further attention is required.](/wiki/File:AirplaneDetectionAppt_002.jpg)
Wed Apr 16 15:11:30 EDT 2014
[edit]-
![Three-stage amplifying set device for detecting airplanes, Acoustic Laboratory, Frankford Arsenal, closed. Operation [top]: 1. Connect condenser detector to input.; 2. Connect telephone to output.; 3. Decrease grid leaks to minimum resistance.; 4. Set filament controls at OFF position.; 5. Turn on A Battery by pulling out snap switch.; 6. Increase filament current of last tube to almost full value.; 7. Set filament control knobs of other tubes to index marks. (Never turn past these marks.); 8. Increase grid leak resistance until maximum amplification is obtained.; 9. No further attention is required.](https://upload.wikimedia.org/wikipedia/commons/thumb/1/18/Airplane_Detection_Appt001.jpg/96px-Airplane_Detection_Appt001.jpg) Three-stage amplifying set device for detecting airplanes, Acoustic Laboratory, Frankford Arsenal, closed. Operation [top]: 1. Connect condenser detector to input.; 2. Connect telephone to output.; 3. Decrease grid leaks to minimum resistance.; 4. Set filament controls at OFF position.; 5. Turn on A Battery by pulling out snap switch.; 6. Increase filament current of last tube to almost full value.; 7. Set filament control knobs of other tubes to index marks. (Never turn past these marks.); 8. Increase grid leak resistance until maximum amplification is obtained.; 9. No further attention is required.
Three-stage amplifying set device for detecting airplanes, Acoustic Laboratory, Frankford Arsenal, closed. Operation [top]: 1. Connect condenser detector to input.; 2. Connect telephone to output.; 3. Decrease grid leaks to minimum resistance.; 4. Set filament controls at OFF position.; 5. Turn on A Battery by pulling out snap switch.; 6. Increase filament current of last tube to almost full value.; 7. Set filament control knobs of other tubes to index marks. (Never turn past these marks.); 8. Increase grid leak resistance until maximum amplification is obtained.; 9. No further attention is required. -
![Three-stage amplifying set device for detecting airplanes, Acoustic Laboratory, Frankford Arsenal, open. Operation [top]: 1. Connect condenser detector to input.; 2. Connect telephone to output.; 3. Decrease grid leaks to minimum resistance.; 4. Set filament controls at OFF position.; 5. Turn on A Battery by pulling out snap switch.; 6. Increase filament current of last tube to almost full value.; 7. Set filament control knobs of other tubes to index marks. (Never turn past these marks.); 8. Increase grid leak resistance until maximum amplification is obtained.; 9. No further attention is required.](https://upload.wikimedia.org/wikipedia/commons/thumb/b/b7/Airplane_Detection_Appt002.jpg/98px-Airplane_Detection_Appt002.jpg) Three-stage amplifying set device for detecting airplanes, Acoustic Laboratory, Frankford Arsenal, open. Operation [top]: 1. Connect condenser detector to input.; 2. Connect telephone to output.; 3. Decrease grid leaks to minimum resistance.; 4. Set filament controls at OFF position.; 5. Turn on A Battery by pulling out snap switch.; 6. Increase filament current of last tube to almost full value.; 7. Set filament control knobs of other tubes to index marks. (Never turn past these marks.); 8. Increase grid leak resistance until maximum amplification is obtained.; 9. No further attention is required.
Three-stage amplifying set device for detecting airplanes, Acoustic Laboratory, Frankford Arsenal, open. Operation [top]: 1. Connect condenser detector to input.; 2. Connect telephone to output.; 3. Decrease grid leaks to minimum resistance.; 4. Set filament controls at OFF position.; 5. Turn on A Battery by pulling out snap switch.; 6. Increase filament current of last tube to almost full value.; 7. Set filament control knobs of other tubes to index marks. (Never turn past these marks.); 8. Increase grid leak resistance until maximum amplification is obtained.; 9. No further attention is required.
![Three-stage amplifying set device for detecting airplanes, Acoustic Laboratory, Frankford Arsenal, closed. Operation [top]: 1. Connect condenser detector to input.; 2. Connect telephone to output.; 3. Decrease grid leaks to minimum resistance.; 4. Set filament controls at OFF position.; 5. Turn on A Battery by pulling out snap switch.; 6. Increase filament current of last tube to almost full value.; 7. Set filament control knobs of other tubes to index marks. (Never turn past these marks.); 8. Increase grid leak resistance until maximum amplification is obtained.; 9. No further attention is required.](/wiki/File:Airplane_Detection_Appt001.jpg)
![Three-stage amplifying set device for detecting airplanes, Acoustic Laboratory, Frankford Arsenal, open. Operation [top]: 1. Connect condenser detector to input.; 2. Connect telephone to output.; 3. Decrease grid leaks to minimum resistance.; 4. Set filament controls at OFF position.; 5. Turn on A Battery by pulling out snap switch.; 6. Increase filament current of last tube to almost full value.; 7. Set filament control knobs of other tubes to index marks. (Never turn past these marks.); 8. Increase grid leak resistance until maximum amplification is obtained.; 9. No further attention is required.](/wiki/File:Airplane_Detection_Appt002.jpg)
Fri Mar 14 11:28:38 EDT 2014
[edit]-
 The deflecting magnet assembly for NBS II. The cesium beam passes betweent he two circularly contoured surfaces of the magnet pole pieces.
The deflecting magnet assembly for NBS II. The cesium beam passes betweent he two circularly contoured surfaces of the magnet pole pieces. -
 Dr. Harold Lyons and an atomic clock at NBS
Dr. Harold Lyons and an atomic clock at NBS -
 Ammonia molecule clock with Director E. U. Condon and Dr. Harold Lyons, 25th anniversary
Ammonia molecule clock with Director E. U. Condon and Dr. Harold Lyons, 25th anniversary -
 Charles Snider of the Radio Standards Laboratory pours liquid nitrogen over a cold trap of the new cesium beam frequency standard as Roger Beehler adjusts the atomic beam detector. The U-shaped resonant cavity used to excit the cesium transition is suspended above the center of the machine.
Charles Snider of the Radio Standards Laboratory pours liquid nitrogen over a cold trap of the new cesium beam frequency standard as Roger Beehler adjusts the atomic beam detector. The U-shaped resonant cavity used to excit the cesium transition is suspended above the center of the machine. -
 Ammonia clock
Ammonia clock -
 Dave Glaze, "Leap Second"
Dave Glaze, "Leap Second" -
 The sixth generation of atomic frequency standards at NBS, NBS-6 is 6 meters long and provides a frequency reference with an accuracy better than one part in 10^3. When operated as a clock, this device keeps time with an accuracy of about 3 millionths of a second per year. It is part of the NBS Atomic Time System which provides the national standard unit of time interval.
The sixth generation of atomic frequency standards at NBS, NBS-6 is 6 meters long and provides a frequency reference with an accuracy better than one part in 10^3. When operated as a clock, this device keeps time with an accuracy of about 3 millionths of a second per year. It is part of the NBS Atomic Time System which provides the national standard unit of time interval. -
 John A. Astin with atomic clock
John A. Astin with atomic clock -
 Schematic of atomic beam clock and frequency standard
Schematic of atomic beam clock and frequency standard -
 Schematic of Klystron K-Band Amplifier and Klystron S-K Multiplier
Schematic of Klystron K-Band Amplifier and Klystron S-K Multiplier -
 Schematic of Precision Absorption Cell
Schematic of Precision Absorption Cell -
 NIST-7: The seventh generation of atomic clocks at the National Institute of Standards and Technology. It was unveiled on April 22, 1993, and keeps time to an accuracy of one second in one million years. When this clock was fully evaluated, approximately a year after its unveiling, it had an accuracy of one second in three million years and was the world's most accurate clock.
NIST-7: The seventh generation of atomic clocks at the National Institute of Standards and Technology. It was unveiled on April 22, 1993, and keeps time to an accuracy of one second in one million years. When this clock was fully evaluated, approximately a year after its unveiling, it had an accuracy of one second in three million years and was the world's most accurate clock. -
 The 6th generation of NBS Atomic Frequency Standards, NBS-6, was at the time of its unveiling the most accurate atomic clock NBS had developed to date. It had an accuracy of about one part in 10^13, and incorporated many new features to improve its research capabilities, operating life, and ease of operation. This insturment was the heart of the NBS Atomic Clock System, which also included other atomic frequency standards and clocks, a computer, and instrumentation used to intercompare the various components.
The 6th generation of NBS Atomic Frequency Standards, NBS-6, was at the time of its unveiling the most accurate atomic clock NBS had developed to date. It had an accuracy of about one part in 10^13, and incorporated many new features to improve its research capabilities, operating life, and ease of operation. This insturment was the heart of the NBS Atomic Clock System, which also included other atomic frequency standards and clocks, a computer, and instrumentation used to intercompare the various components. -
 Atomic clock NBS-1
Atomic clock NBS-1 -
 Details on size and construction of the atomic clock, developed at the National Bureau of Standards, appear in this general view of the back of the equipment. B. F. Husten (left) and E. D. Heberling (right), members of the NBS Microwave Standards Laboratory staff, are shown making adjustments on the clock's amplifier and power supply circuits. The amount of equipment shown is larger than needed for the clock alone since some of the instruments are for measurements and performance tests. The circuits essential to the operation of this atomic clock could be condensed into one of the two cabinet racks.
Details on size and construction of the atomic clock, developed at the National Bureau of Standards, appear in this general view of the back of the equipment. B. F. Husten (left) and E. D. Heberling (right), members of the NBS Microwave Standards Laboratory staff, are shown making adjustments on the clock's amplifier and power supply circuits. The amount of equipment shown is larger than needed for the clock alone since some of the instruments are for measurements and performance tests. The circuits essential to the operation of this atomic clock could be condensed into one of the two cabinet racks. -
 Man with atomic clock developed at NBS
Man with atomic clock developed at NBS -
 Physicist David Glaze with atomic clock NBS-6
Physicist David Glaze with atomic clock NBS-6 -
 Physicist David Glaze pointing out a part of atomic clock NBS-6
Physicist David Glaze pointing out a part of atomic clock NBS-6 -
 The 6th generation of NBS Atomic Frequency Standards, NBS-6, was at the time of its unveiling the most accurate atomic clock NBS had developed to date. It had an accuracy of about one part in 10^13, and incorporated many new features to improve its research capabilities, operating life, and ease of operation. This insturment was the heart of the NBS Atomic Clock System, which also included other atomic frequency standards and clocks, a computer, and instrumentation used to intercompare the various components.
The 6th generation of NBS Atomic Frequency Standards, NBS-6, was at the time of its unveiling the most accurate atomic clock NBS had developed to date. It had an accuracy of about one part in 10^13, and incorporated many new features to improve its research capabilities, operating life, and ease of operation. This insturment was the heart of the NBS Atomic Clock System, which also included other atomic frequency standards and clocks, a computer, and instrumentation used to intercompare the various components. -
 NIST-7, the seventh generation of atomic clocks at the National Institute of Standards and Technology, and three of the researchers who spent seven years developing one of the world's most accurate clocks. From left to right, John P. Lowe, Robert E. Drullinger, the project leader, and David J. Glaze.
NIST-7, the seventh generation of atomic clocks at the National Institute of Standards and Technology, and three of the researchers who spent seven years developing one of the world's most accurate clocks. From left to right, John P. Lowe, Robert E. Drullinger, the project leader, and David J. Glaze. -
 NIST-7, the seventh generation of atomic clocks at the National Institute of Standards and Technology, and three of the researchers who spent seven years developing one of the world's most accurate clocks. From left to right, John P. Lowe, Robert E. Drullinger, the project leader, and David J. Glaze.
NIST-7, the seventh generation of atomic clocks at the National Institute of Standards and Technology, and three of the researchers who spent seven years developing one of the world's most accurate clocks. From left to right, John P. Lowe, Robert E. Drullinger, the project leader, and David J. Glaze. -
 Atomic frequency standard NIST-7
Atomic frequency standard NIST-7 -
 The oven assemply of NBS II. The slit through which the cesium atoms effuse is illuminated from within.
The oven assemply of NBS II. The slit through which the cesium atoms effuse is illuminated from within. -
 NBS-I Atomic beam frequency standard. The separation between the oscillating fields inducting the atomic transitions is 55 cm. The spectral line width is 250-300 cps.
NBS-I Atomic beam frequency standard. The separation between the oscillating fields inducting the atomic transitions is 55 cm. The spectral line width is 250-300 cps. -
 Atomic clock NBS-6
Atomic clock NBS-6 -
 NBS atomic clock equipment
NBS atomic clock equipment -
 Physicist David Glaze with atomic clock NBS-6
Physicist David Glaze with atomic clock NBS-6 -
 Physicist David Glaze with atomic clock NBS-6
Physicist David Glaze with atomic clock NBS-6 -
 Atomic clock NBS-6
Atomic clock NBS-6 -
 Physicist David Glaze (right) and another man with atomic clock NBS-6
Physicist David Glaze (right) and another man with atomic clock NBS-6 -
 NBS atomic clock
NBS atomic clock -
 Schematics of Meacham-Bridge stabilized quartz crystal oscillator; atomic oscillator; and schematic of Waveguide Wheatstone 6-Arm Bridge
Schematics of Meacham-Bridge stabilized quartz crystal oscillator; atomic oscillator; and schematic of Waveguide Wheatstone 6-Arm Bridge -
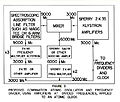 Proposed combination atomic oscillator and frequency divider, using amplifiers at divided frequencies, applied to an atomic clock
Proposed combination atomic oscillator and frequency divider, using amplifiers at divided frequencies, applied to an atomic clock -
 Physicist David Glaze with atomic clock NBS-6
Physicist David Glaze with atomic clock NBS-6 -
 Cesium, the "heart" of the National Bureau of Standards' atomic clock, is contained in a capsule before being put in the "oven" that will vaporize it into a beam of atoms. The atomic clock counts the vibrations of these cesium atoms, an incredible 9,192,631,770 per second.
Cesium, the "heart" of the National Bureau of Standards' atomic clock, is contained in a capsule before being put in the "oven" that will vaporize it into a beam of atoms. The atomic clock counts the vibrations of these cesium atoms, an incredible 9,192,631,770 per second. -
 End view of NBS atomic clock
End view of NBS atomic clock -
 Filling chambers with liquid air
Filling chambers with liquid air -
 One of the two cesium beam frequency standards that were in operation, making it possible to refer the national standard of frequency to an atomic resonance. It was accurate to within 1.5 parts in 10.
One of the two cesium beam frequency standards that were in operation, making it possible to refer the national standard of frequency to an atomic resonance. It was accurate to within 1.5 parts in 10. -
 NBS atomic clock measurement equipment
NBS atomic clock measurement equipment -
 NBS atomic clock
NBS atomic clock -
 NBS atomic clock
NBS atomic clock -
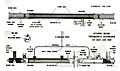 Atomic beam frequency standard cut-away side view and schematic top view
Atomic beam frequency standard cut-away side view and schematic top view -
 NBS atomic clock
NBS atomic clock -
 Atomic clock at NBS
Atomic clock at NBS -
 Adjustable center collimating slit
Adjustable center collimating slit













































Thu Mar 13 13:10:05 EDT 2014
[edit]-
 Laboratory equipment used for preparing leather for the various physical tests such as strength, durability, moisture resistance, and pliability. Class: VII- organic and fibrous; 4-leather
Laboratory equipment used for preparing leather for the various physical tests such as strength, durability, moisture resistance, and pliability. Class: VII- organic and fibrous; 4-leather -
 Cross-section of typical vegetable-tanned leather used for sole leather. Note the layer of fine fibers (grain) at the top through which the hair penetrates and the network of small and large fibers underneath. Microscopic examinations of leather are made to study the influence of various tanning and finishing operations upon the structure. Class: VII- organic and fibrous; 4-leather
Cross-section of typical vegetable-tanned leather used for sole leather. Note the layer of fine fibers (grain) at the top through which the hair penetrates and the network of small and large fibers underneath. Microscopic examinations of leather are made to study the influence of various tanning and finishing operations upon the structure. Class: VII- organic and fibrous; 4-leather -
 Class: VII- organic and fibrous; 4-leather Series of vats and incidental tanning equipment used for investigating the merits of materials for tanning and for preparing standard leather samples under controlled conditions for chemical and physical research.
Class: VII- organic and fibrous; 4-leather Series of vats and incidental tanning equipment used for investigating the merits of materials for tanning and for preparing standard leather samples under controlled conditions for chemical and physical research. -
 Leather research
Leather research -
 Woman taking readings in leather research
Woman taking readings in leather research -
 Leather research
Leather research -
 Leather research
Leather research -
 The flexing resistance of shoe upper leather is evaluated at NBS by means of the NBS leather flexer. The specimen, in the form of a thin strip, is bent around two small pins or rollers within the reciprocating assembly at the center of the device. Weighted cables passing over pulleys at each end of the machine keep he specimen under tension through movable clamps. The reciprocating action repeatedly bends the specimen around the small rollers, and the flexing endurance of the specimen is determined from the number of flexes before failure.
The flexing resistance of shoe upper leather is evaluated at NBS by means of the NBS leather flexer. The specimen, in the form of a thin strip, is bent around two small pins or rollers within the reciprocating assembly at the center of the device. Weighted cables passing over pulleys at each end of the machine keep he specimen under tension through movable clamps. The reciprocating action repeatedly bends the specimen around the small rollers, and the flexing endurance of the specimen is determined from the number of flexes before failure. -
 Designed primarily for the study of leather shrinkage, this apparatus has been found of value for studying the high-pressure properties of a number of other high polymers. Mounted in the press at left is a thick-walled cylindrical steel bomb which contains the polymeric specimen immersed in a pressure-transmitting liquid. Pressure is applied to force a tight-fitting piston into the bomb from above. This increases the hydrostatic pressure within, compressing the specimen. Depth of penetration of the piston is determined by reading the dial gage mounted on the ram that drives the piston into the bomb. Connections to a manganin pressure gage, which is mounted inside the bomb within the pressure-transmitting liquid, may be seen near the bottom of the cylinder.
Designed primarily for the study of leather shrinkage, this apparatus has been found of value for studying the high-pressure properties of a number of other high polymers. Mounted in the press at left is a thick-walled cylindrical steel bomb which contains the polymeric specimen immersed in a pressure-transmitting liquid. Pressure is applied to force a tight-fitting piston into the bomb from above. This increases the hydrostatic pressure within, compressing the specimen. Depth of penetration of the piston is determined by reading the dial gage mounted on the ram that drives the piston into the bomb. Connections to a manganin pressure gage, which is mounted inside the bomb within the pressure-transmitting liquid, may be seen near the bottom of the cylinder. -
 In the NBS pilot plant, leather bends are weighted before and after impregnation to determine the amount of polymer required for the process
In the NBS pilot plant, leather bends are weighted before and after impregnation to determine the amount of polymer required for the process -
 The large galvanized-iron vat contains the impregnation solution. During impregnation the bend of leather is mechanically raised and lowered in the vat to simulate the motion of tannery rockers. Infrared lamps (lower left) heat the contents of the vat. The NBS pilot-plant study has provided methods for obtaining an improved product at lower cost.
The large galvanized-iron vat contains the impregnation solution. During impregnation the bend of leather is mechanically raised and lowered in the vat to simulate the motion of tannery rockers. Infrared lamps (lower left) heat the contents of the vat. The NBS pilot-plant study has provided methods for obtaining an improved product at lower cost. -
 Experimental leather roller used to finish soles impregnated in the NBS pilot plant
Experimental leather roller used to finish soles impregnated in the NBS pilot plant -
 A forced-draft oven used for drying leather bends before impregnation and for removing solvent afterwards in the NBS pilot plant
A forced-draft oven used for drying leather bends before impregnation and for removing solvent afterwards in the NBS pilot plant -
 Steam distillation is being used to separate and identify fungicides. This work is crucial to the development of Federal Specifications for leather fungicides.
Steam distillation is being used to separate and identify fungicides. This work is crucial to the development of Federal Specifications for leather fungicides. -
 Leather research at NBS
Leather research at NBS -
 Horizontal rods alternately punch the sample (circular opening, center) in opposite directions until failure occurs.
Horizontal rods alternately punch the sample (circular opening, center) in opposite directions until failure occurs. -
 Leather research at NBS
Leather research at NBS -
 In the NBS-developed method, each component appears as a sepaate colored patch on a sheet of cellulose paper. The amount of each amino acid present is determined by comparing optical densities of the extracted patches with appropriate calibration curves.
In the NBS-developed method, each component appears as a sepaate colored patch on a sheet of cellulose paper. The amount of each amino acid present is determined by comparing optical densities of the extracted patches with appropriate calibration curves. -
 A telescope comparator is used to determine the increase in length of a sample after pressure has been applied along the smallest dimension.
A telescope comparator is used to determine the increase in length of a sample after pressure has been applied along the smallest dimension. -
 To simulate a tropical environment, the treated specimens of leather are kept in an oven at 30 degrees Celsius. A small amount of water in the bottom of each specimen jar provides the necessary humidity.
To simulate a tropical environment, the treated specimens of leather are kept in an oven at 30 degrees Celsius. A small amount of water in the bottom of each specimen jar provides the necessary humidity. -
 Here a specimen is being removed from the assembly that clamps the specimen betwen two plungers. One plunger may be noted to the right of the specimen.
Here a specimen is being removed from the assembly that clamps the specimen betwen two plungers. One plunger may be noted to the right of the specimen. -
 U.S. Army photo - Test for leather fungicides
U.S. Army photo - Test for leather fungicides -
 The conditions of walking are approximated by having the test pieces travel in a circular path on the surface of an abrasive disk. Class: VII-organic and fibrous; 4-leather
The conditions of walking are approximated by having the test pieces travel in a circular path on the surface of an abrasive disk. Class: VII-organic and fibrous; 4-leather -
 Weekly inspections were made and the results correlated with laboratory investigations.
Weekly inspections were made and the results correlated with laboratory investigations. -
 A dumbbell shaped specimen was used to ensure failure within a restricted portion of the sample where the stretch was measured by means of dividers. The breaking strength of heavy leathers varied from 500 to 800 pounds per inch of width.
A dumbbell shaped specimen was used to ensure failure within a restricted portion of the sample where the stretch was measured by means of dividers. The breaking strength of heavy leathers varied from 500 to 800 pounds per inch of width. -
 Investigation of merits of sharkskin leather by means of actual service tests. Upper of left shoe is made from calfskin leather, and the upper of the right shoe from sharkskin leather. This pair was worn for six months. Note the smooth appearance of the sharkskin leather, demonstrating its resistance to scratching and scruffing.
Investigation of merits of sharkskin leather by means of actual service tests. Upper of left shoe is made from calfskin leather, and the upper of the right shoe from sharkskin leather. This pair was worn for six months. Note the smooth appearance of the sharkskin leather, demonstrating its resistance to scratching and scruffing. -
![Class: leather. Shoe testing machine designed by E. L. Wallace for determining the wearing quality of shoe uppers [postcard]](https://upload.wikimedia.org/wikipedia/commons/thumb/7/7c/LeatherResearch_027.jpg/120px-LeatherResearch_027.jpg) Class: leather. Shoe testing machine designed by E. L. Wallace for determining the wearing quality of shoe uppers [postcard]
Class: leather. Shoe testing machine designed by E. L. Wallace for determining the wearing quality of shoe uppers [postcard] -
 Thomas J. Carter of the NBS Institute for Materials Research adjusts a leather sample in preparation for a slit-tear test of the strength of the leather. This test was compared with three other leather strength test already described in Federal specifications. Results of the slit-tear test showed significant correlation with the average tearing load value for the four tests.
Thomas J. Carter of the NBS Institute for Materials Research adjusts a leather sample in preparation for a slit-tear test of the strength of the leather. This test was compared with three other leather strength test already described in Federal specifications. Results of the slit-tear test showed significant correlation with the average tearing load value for the four tests. -
 The large drum, containing the ingredients, is attached to the tumbling mechanism at lower right, and the asbestos-lined cover (upper right) is lowered over it. As the drum is rotated by the tumbler at 12 rpm, the contents are heated to 60 degrees Celsius by infrared lamps within the asbestos-lined cover.
The large drum, containing the ingredients, is attached to the tumbling mechanism at lower right, and the asbestos-lined cover (upper right) is lowered over it. As the drum is rotated by the tumbler at 12 rpm, the contents are heated to 60 degrees Celsius by infrared lamps within the asbestos-lined cover.


























![Class: leather. Shoe testing machine designed by E. L. Wallace for determining the wearing quality of shoe uppers [postcard]](/wiki/File:LeatherResearch_027.jpg)


Thu Mar 13 12:23:35 EDT 2014
[edit]-
 Dr. Condon of NBS (left) and Secretary of the Treasury John F. Snyder demonstrate the NBS electronic currency counter with stacks of worn-out $1 bills
Dr. Condon of NBS (left) and Secretary of the Treasury John F. Snyder demonstrate the NBS electronic currency counter with stacks of worn-out $1 bills -
 NBS electronic currency counter
NBS electronic currency counter


Tue Mar 11 16:05:02 EDT 2014
[edit]-
 Size comparison between a two-stage amplifier constructed according to conventional practice and a miniature amplifier developed by NBS for use with subminiature tubes
Size comparison between a two-stage amplifier constructed according to conventional practice and a miniature amplifier developed by NBS for use with subminiature tubes -
![Images of tape drive capstan and jam roller [top]; auxiliary memory tape drive [bottom left]; and recording and reading circuit [bottom right]](https://upload.wikimedia.org/wikipedia/commons/thumb/8/8e/SEACComputer_002.jpg/98px-SEACComputer_002.jpg) Images of tape drive capstan and jam roller [top]; auxiliary memory tape drive [bottom left]; and recording and reading circuit [bottom right]
Images of tape drive capstan and jam roller [top]; auxiliary memory tape drive [bottom left]; and recording and reading circuit [bottom right] -
![SEAC scanner [diagram] [negative]](https://upload.wikimedia.org/wikipedia/commons/thumb/2/2a/SEACComputer_003.jpg/120px-SEACComputer_003.jpg) SEAC scanner [diagram] [negative]
SEAC scanner [diagram] [negative] -
![Fig. 16 memory cathode ray tube and associated circuitry [diagram]](https://upload.wikimedia.org/wikipedia/commons/thumb/6/60/SEACComputer_004.jpg/87px-SEACComputer_004.jpg) Fig. 16 memory cathode ray tube and associated circuitry [diagram]
Fig. 16 memory cathode ray tube and associated circuitry [diagram] -
![Standards eastern automatic computer [negative]](https://upload.wikimedia.org/wikipedia/commons/thumb/a/ab/SEACComputer_005.jpg/120px-SEACComputer_005.jpg) Standards eastern automatic computer [negative]
Standards eastern automatic computer [negative] -
![SEAC [negative]](https://upload.wikimedia.org/wikipedia/commons/thumb/f/f9/SEACComputer_006.jpg/120px-SEACComputer_006.jpg) SEAC [negative]
SEAC [negative] -
![30th anniversary June 1950-1980 [negative]](https://upload.wikimedia.org/wikipedia/commons/thumb/9/9b/SEACComputer_007.jpg/120px-SEACComputer_007.jpg) 30th anniversary June 1950-1980 [negative]
30th anniversary June 1950-1980 [negative] -
![Memory unit; input-output unit; arithmetic unit; m register; control unit [diagram]](https://upload.wikimedia.org/wikipedia/commons/thumb/5/55/SEACComputer_008.jpg/98px-SEACComputer_008.jpg) Memory unit; input-output unit; arithmetic unit; m register; control unit [diagram]
Memory unit; input-output unit; arithmetic unit; m register; control unit [diagram] -
 SEAC processed data representing the sequential position of each car, shown as a dot on the face of a cathode ray tube. These were recorded by a motion picture camera, sample frames from which are shown in this image. The consequences of traffic flow were evaluated for variation of such parameters as light cycles, sequencing, and traffic density.
SEAC processed data representing the sequential position of each car, shown as a dot on the face of a cathode ray tube. These were recorded by a motion picture camera, sample frames from which are shown in this image. The consequences of traffic flow were evaluated for variation of such parameters as light cycles, sequencing, and traffic density. -
![Schematic of circuit connections to the acoustic delay line used in NBS mercury memory [top]; block diagram of the mercury memory system [bottom] [diagram]](https://upload.wikimedia.org/wikipedia/commons/thumb/2/20/SEACComputer_010.jpg/120px-SEACComputer_010.jpg) Schematic of circuit connections to the acoustic delay line used in NBS mercury memory [top]; block diagram of the mercury memory system [bottom] [diagram]
Schematic of circuit connections to the acoustic delay line used in NBS mercury memory [top]; block diagram of the mercury memory system [bottom] [diagram] -
![Input-output and auxiliary units for the SEAC and DYSEAC systems [diagram]](https://upload.wikimedia.org/wikipedia/commons/thumb/4/46/SEACComputer_011.jpg/120px-SEACComputer_011.jpg) Input-output and auxiliary units for the SEAC and DYSEAC systems [diagram]
Input-output and auxiliary units for the SEAC and DYSEAC systems [diagram] -
 SEAC computer equipment
SEAC computer equipment -
![Ethel Marden [left] and Robert Elbourn [right] operating SEAC [photocopy]](https://upload.wikimedia.org/wikipedia/commons/thumb/2/2d/SEACComputer_013.jpg/120px-SEACComputer_013.jpg) Ethel Marden [left] and Robert Elbourn [right] operating SEAC [photocopy]
Ethel Marden [left] and Robert Elbourn [right] operating SEAC [photocopy] -
 The SEAC computer facilities were used extensively by NBS staff for experimental processing of data.
The SEAC computer facilities were used extensively by NBS staff for experimental processing of data. -
![The Air Force at first supported the development of the UNIVAC for use in speeding up their planning and deployment (Project SCOOP), but when in 1948 it became apparent that the machine would not be finished in time, Air Force officials asked NBS to undertake a crash program to build a computer. It became SEAC, which became operational in April 1950. Shortly after SEAC began operation, magnetic wire was installed to replace punched tape as input. This increased the reading time from 30 to 10,000 words per minute. The SEAC’s operators attached one of the machine’s registers to an amplifier and speaker so that the malfunctions in the computer’s routines could be identified by unfamiliar sound patterns. At the end of this particular program cartridge [pictured] there are programs that play ‘Camptown Races,’ ‘Dixie,’ and ‘America’- a diversion demonstrating the programmers’ skills. The memory in SEAC consisted of sixty-four mercury-filled glass tubes with one quartz crustal at each end (one as a transmitter and one as a receiver). Each acoustic delay line [pictured right] had a capacity of eight words- one word being a sequence of information bits in the form of sound waves traveling through mercury.](https://upload.wikimedia.org/wikipedia/commons/thumb/4/47/SEACComputer_015.jpg/120px-SEACComputer_015.jpg) The Air Force at first supported the development of the UNIVAC for use in speeding up their planning and deployment (Project SCOOP), but when in 1948 it became apparent that the machine would not be finished in time, Air Force officials asked NBS to undertake a crash program to build a computer. It became SEAC, which became operational in April 1950. Shortly after SEAC began operation, magnetic wire was installed to replace punched tape as input. This increased the reading time from 30 to 10,000 words per minute. The SEAC’s operators attached one of the machine’s registers to an amplifier and speaker so that the malfunctions in the computer’s routines could be identified by unfamiliar sound patterns. At the end of this particular program cartridge [pictured] there are programs that play ‘Camptown Races,’ ‘Dixie,’ and ‘America’- a diversion demonstrating the programmers’ skills. The memory in SEAC consisted of sixty-four mercury-filled glass tubes with one quartz crustal at each end (one as a transmitter and one as a receiver). Each acoustic delay line [pictured right] had a capacity of eight words- one word being a sequence of information bits in the form of sound waves traveling through mercury.
The Air Force at first supported the development of the UNIVAC for use in speeding up their planning and deployment (Project SCOOP), but when in 1948 it became apparent that the machine would not be finished in time, Air Force officials asked NBS to undertake a crash program to build a computer. It became SEAC, which became operational in April 1950. Shortly after SEAC began operation, magnetic wire was installed to replace punched tape as input. This increased the reading time from 30 to 10,000 words per minute. The SEAC’s operators attached one of the machine’s registers to an amplifier and speaker so that the malfunctions in the computer’s routines could be identified by unfamiliar sound patterns. At the end of this particular program cartridge [pictured] there are programs that play ‘Camptown Races,’ ‘Dixie,’ and ‘America’- a diversion demonstrating the programmers’ skills. The memory in SEAC consisted of sixty-four mercury-filled glass tubes with one quartz crustal at each end (one as a transmitter and one as a receiver). Each acoustic delay line [pictured right] had a capacity of eight words- one word being a sequence of information bits in the form of sound waves traveling through mercury. -
![S. N. Alexander, chief of the NBS Information Technology Division, speaking to 300 computer technologies about SEAC’s formation during the SEAC retirement ceremony [photocopy]](https://upload.wikimedia.org/wikipedia/commons/thumb/4/48/SEACComputer_016.jpg/92px-SEACComputer_016.jpg) S. N. Alexander, chief of the NBS Information Technology Division, speaking to 300 computer technologies about SEAC’s formation during the SEAC retirement ceremony [photocopy]
S. N. Alexander, chief of the NBS Information Technology Division, speaking to 300 computer technologies about SEAC’s formation during the SEAC retirement ceremony [photocopy] -
![Plug-in circuitry for computers was developed early in NBS computer research and has since been improved and repeatedly designed. Later generations performing the signal-gating function are shown in the image in evolutionary order, with the most recent in the foreground. Held partially opened is a package using flexible supports and conductors. Next to it are shown two contemporaneous modules characterized by use of connectors and wrap-around frames; one features printed circuitry. Its descendants include [foreground] modules making connections at connective patterns on the printed circuit board, others continuing the frame-and-connector approach, and a single generation of a printed-circuit module using a different type of connector.](https://upload.wikimedia.org/wikipedia/commons/thumb/b/bb/SEACComputer_017.jpg/120px-SEACComputer_017.jpg) Plug-in circuitry for computers was developed early in NBS computer research and has since been improved and repeatedly designed. Later generations performing the signal-gating function are shown in the image in evolutionary order, with the most recent in the foreground. Held partially opened is a package using flexible supports and conductors. Next to it are shown two contemporaneous modules characterized by use of connectors and wrap-around frames; one features printed circuitry. Its descendants include [foreground] modules making connections at connective patterns on the printed circuit board, others continuing the frame-and-connector approach, and a single generation of a printed-circuit module using a different type of connector.
Plug-in circuitry for computers was developed early in NBS computer research and has since been improved and repeatedly designed. Later generations performing the signal-gating function are shown in the image in evolutionary order, with the most recent in the foreground. Held partially opened is a package using flexible supports and conductors. Next to it are shown two contemporaneous modules characterized by use of connectors and wrap-around frames; one features printed circuitry. Its descendants include [foreground] modules making connections at connective patterns on the printed circuit board, others continuing the frame-and-connector approach, and a single generation of a printed-circuit module using a different type of connector. -
 S. A. Alexander with the SEAC computer
S. A. Alexander with the SEAC computer -
 SEAC computer equipment
SEAC computer equipment -
![The teletype keyboard and printer were used for direct input and output with numbers and instructions coded in hexadecimal notation. Indirect operation was also possible [in the early operation of SEAC] through the use of punched paper tape.](https://upload.wikimedia.org/wikipedia/commons/thumb/1/17/SEACComputer_020.jpg/94px-SEACComputer_020.jpg) The teletype keyboard and printer were used for direct input and output with numbers and instructions coded in hexadecimal notation. Indirect operation was also possible [in the early operation of SEAC] through the use of punched paper tape.
The teletype keyboard and printer were used for direct input and output with numbers and instructions coded in hexadecimal notation. Indirect operation was also possible [in the early operation of SEAC] through the use of punched paper tape. -
 This was a magnetic tape recorder automatically controlled by SEAC for storage information.
This was a magnetic tape recorder automatically controlled by SEAC for storage information. -
![Joe Braun, mathematician [right] and Jambert Joel, mathematician [left] operating SEAC](https://upload.wikimedia.org/wikipedia/commons/thumb/2/26/SEACComputer_022.jpg/120px-SEACComputer_022.jpg) Joe Braun, mathematician [right] and Jambert Joel, mathematician [left] operating SEAC
Joe Braun, mathematician [right] and Jambert Joel, mathematician [left] operating SEAC -
 The mercury tube of memory was to be exhibited in the Smithsonian’s Museum of Science and Technology, along with the wire transport pictured behind Dr. Astin, a panel of logic circuitry, and a Williams-tube memory unit.
The mercury tube of memory was to be exhibited in the Smithsonian’s Museum of Science and Technology, along with the wire transport pictured behind Dr. Astin, a panel of logic circuitry, and a Williams-tube memory unit. -
 NBS and the U. S. Patent Office had, at the time of this photograph, begun investigating a program called HAYSTAQ for automatic searching of chemical literature. It was expected to reduce the time and effort required in searching through a file of patents. Ethel Marden is pictured at the control console of SEAC, where some of the experimental work on HAYSTAQ was performed.
NBS and the U. S. Patent Office had, at the time of this photograph, begun investigating a program called HAYSTAQ for automatic searching of chemical literature. It was expected to reduce the time and effort required in searching through a file of patents. Ethel Marden is pictured at the control console of SEAC, where some of the experimental work on HAYSTAQ was performed. -
 Magnetic wire to punched tape converter and tape-controlled printer
Magnetic wire to punched tape converter and tape-controlled printer -
 SEAC Keyboard
SEAC Keyboard -
 SEAC display in Building 101 of the NIST campus in Gaithersburg, MD
SEAC display in Building 101 of the NIST campus in Gaithersburg, MD -
 SEAC solved its first problem in April 1950, and became the world’s first operative internally sequenced high-speed computer. In this image, the circuitry is visible behind the doors in the background, and the reel-less tape memory unit at right was a device designed at NBS for rapid starts and stops in positioning the tape.
SEAC solved its first problem in April 1950, and became the world’s first operative internally sequenced high-speed computer. In this image, the circuitry is visible behind the doors in the background, and the reel-less tape memory unit at right was a device designed at NBS for rapid starts and stops in positioning the tape. -
![Ethel Marden [left] and Robert Elbourn [right] operating SEAC](https://upload.wikimedia.org/wikipedia/commons/thumb/c/ca/SEACComputer_029.jpg/120px-SEACComputer_029.jpg) Ethel Marden [left] and Robert Elbourn [right] operating SEAC
Ethel Marden [left] and Robert Elbourn [right] operating SEAC -
![SEAC input and output wire drives [top] and recording wire cartridge [bottom]](https://upload.wikimedia.org/wikipedia/commons/thumb/1/13/SEACComputer_030.jpg/98px-SEACComputer_030.jpg) SEAC input and output wire drives [top] and recording wire cartridge [bottom]
SEAC input and output wire drives [top] and recording wire cartridge [bottom] -
 Richard B. Thomas with SEAC scanner
Richard B. Thomas with SEAC scanner -
 Image of infant son of Russell Kirsch, first picture fed into SEAC in early 1957 - 30 years later in 1993, the younger Mr. Kirsch was scanned nightly on KGW-TV channel 8 in Portland, Oregon.
Image of infant son of Russell Kirsch, first picture fed into SEAC in early 1957 - 30 years later in 1993, the younger Mr. Kirsch was scanned nightly on KGW-TV channel 8 in Portland, Oregon. -
 The teletype keyboard and printer were used for direct input and output with numbers and instructions coded in hexadecimal notation. Indirect operation was also possible through the use of punched paper type.
The teletype keyboard and printer were used for direct input and output with numbers and instructions coded in hexadecimal notation. Indirect operation was also possible through the use of punched paper type. -
![S. N. Alexander, chief of the NBS Information Technology Division, speaking to 300 computer technologies about SEAC’s formation during the SEAC retirement ceremony [photocopy]](https://upload.wikimedia.org/wikipedia/commons/thumb/3/36/SEACComputer_034.jpg/95px-SEACComputer_034.jpg) S. N. Alexander, chief of the NBS Information Technology Division, speaking to 300 computer technologies about SEAC’s formation during the SEAC retirement ceremony [photocopy]
S. N. Alexander, chief of the NBS Information Technology Division, speaking to 300 computer technologies about SEAC’s formation during the SEAC retirement ceremony [photocopy] -
 The mercury tube of memory was to be exhibited in the Smithsonian’s Museum of Science and Technology, along with the wire transport pictured behind Dr. Astin, a panel of logic circuitry, and a Williams-tube memory unit.
The mercury tube of memory was to be exhibited in the Smithsonian’s Museum of Science and Technology, along with the wire transport pictured behind Dr. Astin, a panel of logic circuitry, and a Williams-tube memory unit. -
![Horace Joseph [left] and George Moore [right] using the SEAC image scanner to analyze metallurgical photographs](https://upload.wikimedia.org/wikipedia/commons/thumb/0/00/SEACComputer_036.jpg/120px-SEACComputer_036.jpg) Horace Joseph [left] and George Moore [right] using the SEAC image scanner to analyze metallurgical photographs
Horace Joseph [left] and George Moore [right] using the SEAC image scanner to analyze metallurgical photographs -
![Plug-in circuitry for computers was developed early in NBS computer research and has since been improved and repeatedly designed. Later generations performing the signal-gating function are shown in the image in evolutionary order, with the most recent in the foreground. Held partially opened is a package using flexible supports and conductors. Next to it are shown two contemporaneous modules characterized by use of connectors and wrap-around frames; one features printed circuitry. Its descendants include [foreground] modules making connections at connective patterns on the printed circuit board, others continuing the frame-and-connector approach, and a single generation of a printed-circuit module using a different type of connector.](https://upload.wikimedia.org/wikipedia/commons/thumb/3/38/SEACComputer_037.jpg/120px-SEACComputer_037.jpg) Plug-in circuitry for computers was developed early in NBS computer research and has since been improved and repeatedly designed. Later generations performing the signal-gating function are shown in the image in evolutionary order, with the most recent in the foreground. Held partially opened is a package using flexible supports and conductors. Next to it are shown two contemporaneous modules characterized by use of connectors and wrap-around frames; one features printed circuitry. Its descendants include [foreground] modules making connections at connective patterns on the printed circuit board, others continuing the frame-and-connector approach, and a single generation of a printed-circuit module using a different type of connector.
Plug-in circuitry for computers was developed early in NBS computer research and has since been improved and repeatedly designed. Later generations performing the signal-gating function are shown in the image in evolutionary order, with the most recent in the foreground. Held partially opened is a package using flexible supports and conductors. Next to it are shown two contemporaneous modules characterized by use of connectors and wrap-around frames; one features printed circuitry. Its descendants include [foreground] modules making connections at connective patterns on the printed circuit board, others continuing the frame-and-connector approach, and a single generation of a printed-circuit module using a different type of connector. -
 SEAC computer equipment
SEAC computer equipment -
 SEAC inside wiring
SEAC inside wiring -
 SEAC inside wiring
SEAC inside wiring -
![SEAC proved to be remarkably trouble-free when put into operation despite its intricate construction. S. A. Alexander [pictured top right] went on to become chief of NBS’ Data Processing Systems division, a precursor of the Information Technology Laboratory.](https://upload.wikimedia.org/wikipedia/commons/thumb/f/fe/SEACComputer_041.jpg/96px-SEACComputer_041.jpg) SEAC proved to be remarkably trouble-free when put into operation despite its intricate construction. S. A. Alexander [pictured top right] went on to become chief of NBS’ Data Processing Systems division, a precursor of the Information Technology Laboratory.
SEAC proved to be remarkably trouble-free when put into operation despite its intricate construction. S. A. Alexander [pictured top right] went on to become chief of NBS’ Data Processing Systems division, a precursor of the Information Technology Laboratory. -
 In this photo, the 15-year-old computer was being dismantled, but several of its components were presented to the Smithsonian Institution for the computer display in the Museum of Science and Technology.
In this photo, the 15-year-old computer was being dismantled, but several of its components were presented to the Smithsonian Institution for the computer display in the Museum of Science and Technology. -
 SEAC was reassembled successfully and ran for another ten years until its dismantling in 1964.
SEAC was reassembled successfully and ran for another ten years until its dismantling in 1964. -
 W. W. Youden shown operating SEAC - The control console is pictured at the far end of the room, and the computer proper is shown at left. To the right are pictured several of the external storage units which stored on magnetic tape such information as coded subroutines, instructions to the machine, and numerical data, as well as the entire coded program for a problem and its solution when the problem was completed.
W. W. Youden shown operating SEAC - The control console is pictured at the far end of the room, and the computer proper is shown at left. To the right are pictured several of the external storage units which stored on magnetic tape such information as coded subroutines, instructions to the machine, and numerical data, as well as the entire coded program for a problem and its solution when the problem was completed. -
![SEAC scanner [diagram]](https://upload.wikimedia.org/wikipedia/commons/thumb/c/c4/SEACComputer_045.jpg/120px-SEACComputer_045.jpg) SEAC scanner [diagram]
SEAC scanner [diagram] -

-
![Horace Joseph [left] and George Moore [right] using the SEAC image scanner to analyze metallurgical photographs](https://upload.wikimedia.org/wikipedia/commons/thumb/b/b4/SEACComputer_047.jpg/120px-SEACComputer_047.jpg) Horace Joseph [left] and George Moore [right] using the SEAC image scanner to analyze metallurgical photographs
Horace Joseph [left] and George Moore [right] using the SEAC image scanner to analyze metallurgical photographs -
 SEAC image
SEAC image

![Images of tape drive capstan and jam roller [top]; auxiliary memory tape drive [bottom left]; and recording and reading circuit [bottom right]](/wiki/File:SEACComputer_002.jpg)
![SEAC scanner [diagram] [negative]](/wiki/File:SEACComputer_003.jpg)
![Fig. 16 memory cathode ray tube and associated circuitry [diagram]](/wiki/File:SEACComputer_004.jpg)
![Standards eastern automatic computer [negative]](/wiki/File:SEACComputer_005.jpg)
![SEAC [negative]](/wiki/File:SEACComputer_006.jpg)
![30th anniversary June 1950-1980 [negative]](/wiki/File:SEACComputer_007.jpg)
![Memory unit; input-output unit; arithmetic unit; m register; control unit [diagram]](/wiki/File:SEACComputer_008.jpg)

![Schematic of circuit connections to the acoustic delay line used in NBS mercury memory [top]; block diagram of the mercury memory system [bottom] [diagram]](/wiki/File:SEACComputer_010.jpg)
![Input-output and auxiliary units for the SEAC and DYSEAC systems [diagram]](/wiki/File:SEACComputer_011.jpg)

![Ethel Marden [left] and Robert Elbourn [right] operating SEAC [photocopy]](/wiki/File:SEACComputer_013.jpg)

![The Air Force at first supported the development of the UNIVAC for use in speeding up their planning and deployment (Project SCOOP), but when in 1948 it became apparent that the machine would not be finished in time, Air Force officials asked NBS to undertake a crash program to build a computer. It became SEAC, which became operational in April 1950. Shortly after SEAC began operation, magnetic wire was installed to replace punched tape as input. This increased the reading time from 30 to 10,000 words per minute. The SEAC’s operators attached one of the machine’s registers to an amplifier and speaker so that the malfunctions in the computer’s routines could be identified by unfamiliar sound patterns. At the end of this particular program cartridge [pictured] there are programs that play ‘Camptown Races,’ ‘Dixie,’ and ‘America’- a diversion demonstrating the programmers’ skills. The memory in SEAC consisted of sixty-four mercury-filled glass tubes with one quartz crustal at each end (one as a transmitter and one as a receiver). Each acoustic delay line [pictured right] had a capacity of eight words- one word being a sequence of information bits in the form of sound waves traveling through mercury.](/wiki/File:SEACComputer_015.jpg)
![S. N. Alexander, chief of the NBS Information Technology Division, speaking to 300 computer technologies about SEAC’s formation during the SEAC retirement ceremony [photocopy]](/wiki/File:SEACComputer_016.jpg)
![Plug-in circuitry for computers was developed early in NBS computer research and has since been improved and repeatedly designed. Later generations performing the signal-gating function are shown in the image in evolutionary order, with the most recent in the foreground. Held partially opened is a package using flexible supports and conductors. Next to it are shown two contemporaneous modules characterized by use of connectors and wrap-around frames; one features printed circuitry. Its descendants include [foreground] modules making connections at connective patterns on the printed circuit board, others continuing the frame-and-connector approach, and a single generation of a printed-circuit module using a different type of connector.](/wiki/File:SEACComputer_017.jpg)


![The teletype keyboard and printer were used for direct input and output with numbers and instructions coded in hexadecimal notation. Indirect operation was also possible [in the early operation of SEAC] through the use of punched paper tape.](/wiki/File:SEACComputer_020.jpg)

![Joe Braun, mathematician [right] and Jambert Joel, mathematician [left] operating SEAC](/wiki/File:SEACComputer_022.jpg)






![Ethel Marden [left] and Robert Elbourn [right] operating SEAC](/wiki/File:SEACComputer_029.jpg)
![SEAC input and output wire drives [top] and recording wire cartridge [bottom]](/wiki/File:SEACComputer_030.jpg)



![S. N. Alexander, chief of the NBS Information Technology Division, speaking to 300 computer technologies about SEAC’s formation during the SEAC retirement ceremony [photocopy]](/wiki/File:SEACComputer_034.jpg)

![Horace Joseph [left] and George Moore [right] using the SEAC image scanner to analyze metallurgical photographs](/wiki/File:SEACComputer_036.jpg)
![Plug-in circuitry for computers was developed early in NBS computer research and has since been improved and repeatedly designed. Later generations performing the signal-gating function are shown in the image in evolutionary order, with the most recent in the foreground. Held partially opened is a package using flexible supports and conductors. Next to it are shown two contemporaneous modules characterized by use of connectors and wrap-around frames; one features printed circuitry. Its descendants include [foreground] modules making connections at connective patterns on the printed circuit board, others continuing the frame-and-connector approach, and a single generation of a printed-circuit module using a different type of connector.](/wiki/File:SEACComputer_037.jpg)



![SEAC proved to be remarkably trouble-free when put into operation despite its intricate construction. S. A. Alexander [pictured top right] went on to become chief of NBS’ Data Processing Systems division, a precursor of the Information Technology Laboratory.](/wiki/File:SEACComputer_041.jpg)



![SEAC scanner [diagram]](/wiki/File:SEACComputer_045.jpg)

![Horace Joseph [left] and George Moore [right] using the SEAC image scanner to analyze metallurgical photographs](/wiki/File:SEACComputer_047.jpg)

Tue Mar 11 13:36:33 EDT 2014
[edit]-
 Students in high voltage lab at NBS campus in Washington, DC
Students in high voltage lab at NBS campus in Washington, DC -
 Dr. Taylor with high voltage laboratory equipment in background
Dr. Taylor with high voltage laboratory equipment in background -
 The x-ray towers at NBS, which generated x-ray voltages as high as 1.4 1million volts. Though no longer the largest in the United States at the time this photo was taken, the equipment had voltage stabilization second to none. This was a feature necessary for the x-ray research at NBS that led to standard dosage measurements and x-ray protection standards.
The x-ray towers at NBS, which generated x-ray voltages as high as 1.4 1million volts. Though no longer the largest in the United States at the time this photo was taken, the equipment had voltage stabilization second to none. This was a feature necessary for the x-ray research at NBS that led to standard dosage measurements and x-ray protection standards. -
 X-ray generator at NBS
X-ray generator at NBS -
 Interior view of x-ray laboratory
Interior view of x-ray laboratory -
 X-ray standardization general equipment
X-ray standardization general equipment -
 X-ray standardization general equipment
X-ray standardization general equipment -
 Interior view of x-ray laboratory
Interior view of x-ray laboratory -
 X-ray standardization general equipment
X-ray standardization general equipment -
 600 KV x-ray plant
600 KV x-ray plant -
 600 KV x-ray equipment
600 KV x-ray equipment -
 X-ray standardization general equipment
X-ray standardization general equipment -
 Pressure ion chamber
Pressure ion chamber -
 X-ray standardization general equipment
X-ray standardization general equipment -
 X-ray standardization general equipment
X-ray standardization general equipment -
 Linar measurement rod, Phys. Bldg. - X-ray standardization general equipment
Linar measurement rod, Phys. Bldg. - X-ray standardization general equipment -
 X-ray standardization general equipment
X-ray standardization general equipment -
 X-ray standardization general equipment
X-ray standardization general equipment -
 X-ray standardization equipment
X-ray standardization equipment -
 X-ray standardization equipment
X-ray standardization equipment -
 X-ray standardization equipment
X-ray standardization equipment -
 The NBS x-ray standardization program was established in 1930 under L. S. Taylor. The first protection code in this field was made possible by the guarded field x-ray ionization chamber as a standard for dosage, with its application extended to cover measurements over a range of 5 to 1,500 KV x-rays. The program’s development was instrumental in bringing about unification in x-ray dosage standards.
The NBS x-ray standardization program was established in 1930 under L. S. Taylor. The first protection code in this field was made possible by the guarded field x-ray ionization chamber as a standard for dosage, with its application extended to cover measurements over a range of 5 to 1,500 KV x-rays. The program’s development was instrumental in bringing about unification in x-ray dosage standards. -
 X-ray standardization equipment
X-ray standardization equipment -
 X-ray standardization equipment
X-ray standardization equipment -
 Dr. L. S. Taylor, chief of the x-ray section at NBS, making adjustments to equipment before a test - Shown is the target room of the x-ray laboratory, where x-rays were bent at an angle of 90 degrees, directly into the ionization chamber (right half of the picture), which provided the basic measurement information. All of the equipment was turned on and operated from a remote control station located seventy-five feet away from the target room, which was heavily protected against radiation by concrete and lead barriers.
Dr. L. S. Taylor, chief of the x-ray section at NBS, making adjustments to equipment before a test - Shown is the target room of the x-ray laboratory, where x-rays were bent at an angle of 90 degrees, directly into the ionization chamber (right half of the picture), which provided the basic measurement information. All of the equipment was turned on and operated from a remote control station located seventy-five feet away from the target room, which was heavily protected against radiation by concrete and lead barriers. -
 Portable ionization chamber equipment
Portable ionization chamber equipment -
 400 KV equipment
400 KV equipment -
 1400 KV equipment
1400 KV equipment -
 X-ray standardization equipment
X-ray standardization equipment -
 X-ray standardization equipment
X-ray standardization equipment -
 High voltage resistor
High voltage resistor -
![High voltage transformer [in foreground]](https://upload.wikimedia.org/wikipedia/commons/thumb/d/d6/X-RayStandardization_032.jpg/120px-X-RayStandardization_032.jpg) High voltage transformer [in foreground]
High voltage transformer [in foreground] -
 X-ray standardization equipment
X-ray standardization equipment -
 X-ray standardization equipment
X-ray standardization equipment -
 Pressure ion chamber
Pressure ion chamber -
 Interior view of x-ray laboratory
Interior view of x-ray laboratory -
 X-ray standardization equipment
X-ray standardization equipment -
 High voltage resistor, assembly, and cathode rays
High voltage resistor, assembly, and cathode rays -
 Pressure ion chamber
Pressure ion chamber -
 High voltage resistor
High voltage resistor -
 Portable ionization chamber equipment
Portable ionization chamber equipment -
![Dr. L. S. Taylor [right]](https://upload.wikimedia.org/wikipedia/commons/thumb/5/59/X-RayStandardization_042.jpg/120px-X-RayStandardization_042.jpg) Dr. L. S. Taylor [right]
Dr. L. S. Taylor [right]































![High voltage transformer [in foreground]](/wiki/File:X-RayStandardization_032.jpg)









![Dr. L. S. Taylor [right]](/wiki/File:X-RayStandardization_042.jpg)
Tue Mar 11 12:22:13 EDT 2014
[edit]-
 Some materials are more easily produ ced in space and to a higher degree of refinement, as seen in this comparison of electron microscope views of monodisperse latex particles made on Shuttle flight STS-6 in April 1983. Space-produced, 10-micron latex particles (top photo), from the batch to be offered commercially later this year by the National Bureau of Standards, are identical. Using the same chemical recipe and identical experiment hardware, the particles made on Earth under the influence of gravity (bottom photo) are deformed, off-sized or show other imperfections.
Some materials are more easily produ ced in space and to a higher degree of refinement, as seen in this comparison of electron microscope views of monodisperse latex particles made on Shuttle flight STS-6 in April 1983. Space-produced, 10-micron latex particles (top photo), from the batch to be offered commercially later this year by the National Bureau of Standards, are identical. Using the same chemical recipe and identical experiment hardware, the particles made on Earth under the influence of gravity (bottom photo) are deformed, off-sized or show other imperfections. -
 Center Distance Finding 10-Micrometer Polystyrene Spheres
Center Distance Finding 10-Micrometer Polystyrene Spheres -
 Astronaut Jack R. Lusma, Commander of STS-3 Space Shuttle Flight is monitoring the operation of the Monodisperse Latex Reactor experiment on its first space flight. This same equipment was used later on STS-6 Space Shuttle Flight, April 4-6, 1983, to produce the material of SRM 1960, 10-Micrometer Polystyrene Spheres, the first commercial space made product to be sold.
Astronaut Jack R. Lusma, Commander of STS-3 Space Shuttle Flight is monitoring the operation of the Monodisperse Latex Reactor experiment on its first space flight. This same equipment was used later on STS-6 Space Shuttle Flight, April 4-6, 1983, to produce the material of SRM 1960, 10-Micrometer Polystyrene Spheres, the first commercial space made product to be sold. -
 10-Micrometer Polystyrene Sphere
10-Micrometer Polystyrene Sphere -
 Monodisperse Latex Reactor System Photograph Mounting Sheet, STS-6 No.9 and No.6
Monodisperse Latex Reactor System Photograph Mounting Sheet, STS-6 No.9 and No.6 -
 Monodisperse Latex Reactor (view 5)
Monodisperse Latex Reactor (view 5) -
 Man speaking at podium
Man speaking at podium -
 Man speaking to press about SRM 1960
Man speaking to press about SRM 1960 -
 Closer shot of man speaking at press conference about SRM 1960
Closer shot of man speaking at press conference about SRM 1960 -
 NBS press conference about SRM 1960
NBS press conference about SRM 1960 -
 Panel at NBS press conference on SRM 1960
Panel at NBS press conference on SRM 1960 -
 James M. Beggs of NASA at press conference for SRM 1960
James M. Beggs of NASA at press conference for SRM 1960 -
 Russel C. Obbink speaking at press conference for SRM 1960
Russel C. Obbink speaking at press conference for SRM 1960 -
 Stan Rasberry speaking to WJLA TV reporter for SRM 1960 press conference
Stan Rasberry speaking to WJLA TV reporter for SRM 1960 press conference -
 Mr James M. Beggs of NASA at press conference for SRM 1960 (color)
Mr James M. Beggs of NASA at press conference for SRM 1960 (color) -
 Speaker with glasses at press conference for SRM 1960 (color)
Speaker with glasses at press conference for SRM 1960 (color) -
 Man speaking at press conference for SRM 1960 (color)
Man speaking at press conference for SRM 1960 (color) -
 Russel C. Obbink speaking at press conference for SRM 1960 (color)
Russel C. Obbink speaking at press conference for SRM 1960 (color) -
 Panel at SRM 1960 conference (color)
Panel at SRM 1960 conference (color) -
 Arie "Ike" Hartman (left) and Stan Rasberry (right) with unidentified man (center) holding space bead sample
Arie "Ike" Hartman (left) and Stan Rasberry (right) with unidentified man (center) holding space bead sample -
 Ernest Ambler speaking at press conference for SRM 1960
Ernest Ambler speaking at press conference for SRM 1960 -
 SRM 1960, "Space Beads", received the IR-100 award in 1986. L to R: Arie "Ike" Hartman, Stan Rasberry, Dr. Ambler, Gary Hembree, Tom Lettieri
SRM 1960, "Space Beads", received the IR-100 award in 1986. L to R: Arie "Ike" Hartman, Stan Rasberry, Dr. Ambler, Gary Hembree, Tom Lettieri -
 Group shot of scientists related to SRM 1960
Group shot of scientists related to SRM 1960 -
 Group of scientists for SRM 1960, some holding space beads
Group of scientists for SRM 1960, some holding space beads -
 Group of scientists holding space beads, SRM 1960
Group of scientists holding space beads, SRM 1960 -
![Russell Obbink, John W. Vanderhoff and Thomas R. Lettieri of NBS - Thirty micrometer particles produced on the space shuttle have been turned over to the National Bureau of Standards (NBS) for testing as a standard reference material (SRM). John W. Vanderhoff of Lehigh Univ. [center], who developed the particle production process, shakes hands with Thomas R. Lettieri of NBS, while Russell Obbink, ASTM/NBS researcher for SRMs for particle metrology [left], looks on. Image from Standardization News, Philadelphia, PA used in this article.](https://upload.wikimedia.org/wikipedia/commons/thumb/b/b7/SpaceBeadsSRM_026.jpg/120px-SpaceBeadsSRM_026.jpg) Russell Obbink, John W. Vanderhoff and Thomas R. Lettieri of NBS - Thirty micrometer particles produced on the space shuttle have been turned over to the National Bureau of Standards (NBS) for testing as a standard reference material (SRM). John W. Vanderhoff of Lehigh Univ. [center], who developed the particle production process, shakes hands with Thomas R. Lettieri of NBS, while Russell Obbink, ASTM/NBS researcher for SRMs for particle metrology [left], looks on. Image from Standardization News, Philadelphia, PA used in this article.
Russell Obbink, John W. Vanderhoff and Thomas R. Lettieri of NBS - Thirty micrometer particles produced on the space shuttle have been turned over to the National Bureau of Standards (NBS) for testing as a standard reference material (SRM). John W. Vanderhoff of Lehigh Univ. [center], who developed the particle production process, shakes hands with Thomas R. Lettieri of NBS, while Russell Obbink, ASTM/NBS researcher for SRMs for particle metrology [left], looks on. Image from Standardization News, Philadelphia, PA used in this article. -
 Group of scientists holding bottle of Space Beads, SRM 1960.
Group of scientists holding bottle of Space Beads, SRM 1960. -
 Handover ceremony of the 30-micrometer polystyrene spheres that took place June 7 at Lehigh University.
Handover ceremony of the 30-micrometer polystyrene spheres that took place June 7 at Lehigh University. -
 Thomas R. Lettieri and another scientist looking through microscope.
Thomas R. Lettieri and another scientist looking through microscope. -
 A small area of a microscope slide shows human red blood cells along with the 10-micrometer spheres (dark circles) that were made in space. NBS standard reference material (SRM) 1960, 10-Micrometer Polystyrene Spheres, is an inmportant tool for calibrating instruments to measure small particles such as blood cells.
A small area of a microscope slide shows human red blood cells along with the 10-micrometer spheres (dark circles) that were made in space. NBS standard reference material (SRM) 1960, 10-Micrometer Polystyrene Spheres, is an inmportant tool for calibrating instruments to measure small particles such as blood cells. -
 National Bureau of Standards certificate for Standard Reference Material 1960. Nominal 10-micrometer Polystyrene Spheres
National Bureau of Standards certificate for Standard Reference Material 1960. Nominal 10-micrometer Polystyrene Spheres -
 Two microscopic photographs of NASA 10 micrometer spheres taken August 31, 1984 - Monodisperse latex reactor system photograph mounting sheet, STS-6
Two microscopic photographs of NASA 10 micrometer spheres taken August 31, 1984 - Monodisperse latex reactor system photograph mounting sheet, STS-6 -
 Dr. John W. Vandarhoff, principal investigator for the Monodisperse Latax Reactor experiment, cradles the first batch of latex particles produced during the STS-3 Space Shuttle flight in March 1982. The experiment, conducted by NASA's Marshall Space Flight Center in Huntsville, Alal, and Lehigh University, Bethlehem, Pa., has produced large quantities fo identical-sized latex particles from five to 30-microns during a series of space flights. The beads have possible commericla applications such as the calibration of medical and scientific instruments. With Vanderhoff are investigative team members (left to right) Dr. Fortunato J. Micale of Lehigh University, Dale M. Kornfeld of the Marshall Center, and Dr. Mohamed S. El-Aasser of Lehigh.
Dr. John W. Vandarhoff, principal investigator for the Monodisperse Latax Reactor experiment, cradles the first batch of latex particles produced during the STS-3 Space Shuttle flight in March 1982. The experiment, conducted by NASA's Marshall Space Flight Center in Huntsville, Alal, and Lehigh University, Bethlehem, Pa., has produced large quantities fo identical-sized latex particles from five to 30-microns during a series of space flights. The beads have possible commericla applications such as the calibration of medical and scientific instruments. With Vanderhoff are investigative team members (left to right) Dr. Fortunato J. Micale of Lehigh University, Dale M. Kornfeld of the Marshall Center, and Dr. Mohamed S. El-Aasser of Lehigh. -
 Cameras at press conference for SRM 1960
Cameras at press conference for SRM 1960 -
 Cameras and press corps at press conference for SRM 1960
Cameras and press corps at press conference for SRM 1960 -
 Reporters, camera men and speakers at press conference for SRM 1960
Reporters, camera men and speakers at press conference for SRM 1960 -
 S. Raspberry reads statement at SRM 1960 press conference
S. Raspberry reads statement at SRM 1960 press conference -
 The photograph of a small area of a microscopic slide shows the spheres (dark circles) and human blood cells (light circles). Photograph by Arie W. Hartman
The photograph of a small area of a microscopic slide shows the spheres (dark circles) and human blood cells (light circles). Photograph by Arie W. Hartman

























![Russell Obbink, John W. Vanderhoff and Thomas R. Lettieri of NBS - Thirty micrometer particles produced on the space shuttle have been turned over to the National Bureau of Standards (NBS) for testing as a standard reference material (SRM). John W. Vanderhoff of Lehigh Univ. [center], who developed the particle production process, shakes hands with Thomas R. Lettieri of NBS, while Russell Obbink, ASTM/NBS researcher for SRMs for particle metrology [left], looks on. Image from Standardization News, Philadelphia, PA used in this article.](/wiki/File:SpaceBeadsSRM_026.jpg)












Tue Mar 11 11:38:47 EDT 2014
[edit]-
 Radiation is passed through the gases helium, neon, and argon
Radiation is passed through the gases helium, neon, and argon -
![Spectrum of Jupiter obtained by NBS using high-dispersion gratings [top] and of the dispersion of the moon [bottom] with arrows indicating lines of molecular hydrogen](https://upload.wikimedia.org/wikipedia/commons/thumb/0/0f/SpectroscopyResearch_002.jpg/120px-SpectroscopyResearch_002.jpg) Spectrum of Jupiter obtained by NBS using high-dispersion gratings [top] and of the dispersion of the moon [bottom] with arrows indicating lines of molecular hydrogen
Spectrum of Jupiter obtained by NBS using high-dispersion gratings [top] and of the dispersion of the moon [bottom] with arrows indicating lines of molecular hydrogen -
 From measurements of these patterns, constants were derived that were at present the best criteria for classification of spectral lines. The uppermost spectrum shown is of light polarized perpendicularly to the magnetic field; the lowest spectrum is of light polarized parallel to the magnetic field; the center spectrum is of light not under the influence of a magnetic field.
From measurements of these patterns, constants were derived that were at present the best criteria for classification of spectral lines. The uppermost spectrum shown is of light polarized perpendicularly to the magnetic field; the lowest spectrum is of light polarized parallel to the magnetic field; the center spectrum is of light not under the influence of a magnetic field. -
 Strong thorium lines are shown uniformly distributed throughout the region, whereas iron lines of proper intensity for comparison are infrequent.
Strong thorium lines are shown uniformly distributed throughout the region, whereas iron lines of proper intensity for comparison are infrequent. -
![Arc spectra of pure manganese [center] and of copper containing 0.1 percent manganese as recorded through a rotating stepped sector. Wavelength range, 3960 to 4105A.](https://upload.wikimedia.org/wikipedia/commons/thumb/a/ac/SpectroscopyResearch_005.jpg/120px-SpectroscopyResearch_005.jpg) Arc spectra of pure manganese [center] and of copper containing 0.1 percent manganese as recorded through a rotating stepped sector. Wavelength range, 3960 to 4105A.
Arc spectra of pure manganese [center] and of copper containing 0.1 percent manganese as recorded through a rotating stepped sector. Wavelength range, 3960 to 4105A. -
![Arc spectra of copper [top] over wavelength range of 3400 to 3860A; standard tungsten lamp spectrum [bottom] at 50A intervals. Both recorded through a rotating stepped sector.](https://upload.wikimedia.org/wikipedia/commons/thumb/0/05/SpectroscopyResearch_006.jpg/120px-SpectroscopyResearch_006.jpg) Arc spectra of copper [top] over wavelength range of 3400 to 3860A; standard tungsten lamp spectrum [bottom] at 50A intervals. Both recorded through a rotating stepped sector.
Arc spectra of copper [top] over wavelength range of 3400 to 3860A; standard tungsten lamp spectrum [bottom] at 50A intervals. Both recorded through a rotating stepped sector. -
![The focused beam of light enetered through a slit just to the right of the grating [center], struck the small mirror [right], was reflected and dispersed by the grating, struck the larger mirror, and was finally focused on the photographic plate resting in the rectangular opening, visible just to the left of the grating.](https://upload.wikimedia.org/wikipedia/commons/thumb/7/78/SpectroscopyResearch_007.jpg/96px-SpectroscopyResearch_007.jpg) The focused beam of light enetered through a slit just to the right of the grating [center], struck the small mirror [right], was reflected and dispersed by the grating, struck the larger mirror, and was finally focused on the photographic plate resting in the rectangular opening, visible just to the left of the grating.
The focused beam of light enetered through a slit just to the right of the grating [center], struck the small mirror [right], was reflected and dispersed by the grating, struck the larger mirror, and was finally focused on the photographic plate resting in the rectangular opening, visible just to the left of the grating. -
 Atomic weights redetermined by mass spectrometry
Atomic weights redetermined by mass spectrometry -
![The infrared spectrometer [lower center] was usd at NBS for the qualitative and wuantitative analysis of mixtures of gases and the estimation of impurities in organic compounds. The intensity of infrared radiation selectively absorbed by the different atomic groups in the molecules was indicated on the strip chart recorder [right] as the wavelength of the radiation was changed continuously and automatically. The resulting absorption spectrum was then subjected to measurement and interpretation.](https://upload.wikimedia.org/wikipedia/commons/thumb/d/df/SpectroscopyResearch_009.jpg/120px-SpectroscopyResearch_009.jpg) The infrared spectrometer [lower center] was usd at NBS for the qualitative and wuantitative analysis of mixtures of gases and the estimation of impurities in organic compounds. The intensity of infrared radiation selectively absorbed by the different atomic groups in the molecules was indicated on the strip chart recorder [right] as the wavelength of the radiation was changed continuously and automatically. The resulting absorption spectrum was then subjected to measurement and interpretation.
The infrared spectrometer [lower center] was usd at NBS for the qualitative and wuantitative analysis of mixtures of gases and the estimation of impurities in organic compounds. The intensity of infrared radiation selectively absorbed by the different atomic groups in the molecules was indicated on the strip chart recorder [right] as the wavelength of the radiation was changed continuously and automatically. The resulting absorption spectrum was then subjected to measurement and interpretation. -
 Mercury line compared to cadmium line
Mercury line compared to cadmium line -
 Spectra of Zeta Tauri and 11 Camelopardalis, observed by Dr. Hussey at the University of Michigan
Spectra of Zeta Tauri and 11 Camelopardalis, observed by Dr. Hussey at the University of Michigan -
 This spectrometer ionized the gas at extremely low pressure and measured the mass of the resulting ions. Molecules were identified by their molecular weight and by the molecular weights of their dissociation products. After the gas was introduced, the instrument proceeded automatically to produce a mass spectrum record.
This spectrometer ionized the gas at extremely low pressure and measured the mass of the resulting ions. Molecules were identified by their molecular weight and by the molecular weights of their dissociation products. After the gas was introduced, the instrument proceeded automatically to produce a mass spectrum record. -
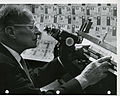 After this, he would estimate the intensities of the spectral lines of the element under observation relative to those of pure copper.
After this, he would estimate the intensities of the spectral lines of the element under observation relative to those of pure copper. -
 Laboratory detection of these highly transient molecules auded their identification in the interstellar medium by radio astronomers.
Laboratory detection of these highly transient molecules auded their identification in the interstellar medium by radio astronomers. -
 The comparison showed the extent to which absorption lines due to oxygen and water vapor in the earth's atmosphere are weakened at the altitude of the Mauna Loa observatory.
The comparison showed the extent to which absorption lines due to oxygen and water vapor in the earth's atmosphere are weakened at the altitude of the Mauna Loa observatory. -
 Plate A shows a pure nitrogen spectrum. Plate B shows how the spectral fearures are affected by the addition of 1 percent oxygen. Not only did this small amount of ozygen introduce additional bands, but it greatly reduced the intensity of the primary transition. Short lines indicated a calibration spectrum,
Plate A shows a pure nitrogen spectrum. Plate B shows how the spectral fearures are affected by the addition of 1 percent oxygen. Not only did this small amount of ozygen introduce additional bands, but it greatly reduced the intensity of the primary transition. Short lines indicated a calibration spectrum, -
 The light beam was focused and defined by optics in the front room and then passed into the rear room to be collimated by the small mirror, dispersed by the grating, and focused by the larger mirror onto a photographic plate at Dr. Reader's right.
The light beam was focused and defined by optics in the front room and then passed into the rear room to be collimated by the small mirror, dispersed by the grating, and focused by the larger mirror onto a photographic plate at Dr. Reader's right. -
 Such line spectra were used to determine electron configurations, ionizing energies, and electron-nucleus interactions in atoms.
Such line spectra were used to determine electron configurations, ionizing energies, and electron-nucleus interactions in atoms. -
 One fearture, a special feedback system to keep the spectral lines at a constant intensity, resulted in greatly improved accuracy in measurements taken from the resulting spectra. Iron was introduced to the plasma by flowing argon over heated ferric chloride in the large resistively wired tubes extending horizontally- one being held by Dr. Bridges. Additional smaller tubes were used for the water-cooling or gas flow systems.
One fearture, a special feedback system to keep the spectral lines at a constant intensity, resulted in greatly improved accuracy in measurements taken from the resulting spectra. Iron was introduced to the plasma by flowing argon over heated ferric chloride in the large resistively wired tubes extending horizontally- one being held by Dr. Bridges. Additional smaller tubes were used for the water-cooling or gas flow systems. -
 As the photograph is a positive print, black denotes absorption. Note the white features resembling broad emission lines. These are actually discrete lacks of absorption. Lines below the print shoe position of series components.
As the photograph is a positive print, black denotes absorption. Note the white features resembling broad emission lines. These are actually discrete lacks of absorption. Lines below the print shoe position of series components. -
 Because the distance of Mars was decreasing at the time, there is a Doppler shift in the Martian spectrum towards the shorter wavelengths. However, this only affects lines originating on Mars or present in the original sunlight that Mars reflects. The Doppler shift is clearly eviden at places marked by arrows. In the case of the strong absorption line at 7187.38 A, which is a blend of a solar iron line and a terrestrial water-vapor line, the shift is sufficient for the iron line to form a new blend with the H2) line at 7187.01 A and thereby alter the relative strengths of the lines (compare adjacent spectrum of the moon). If oxygen or water-vapor lines were present in these Martian spectra, they ought to appear as faint companions to the corresponding lines produced by the earth's atmosphere, but no such companion lines are to be seen.
Because the distance of Mars was decreasing at the time, there is a Doppler shift in the Martian spectrum towards the shorter wavelengths. However, this only affects lines originating on Mars or present in the original sunlight that Mars reflects. The Doppler shift is clearly eviden at places marked by arrows. In the case of the strong absorption line at 7187.38 A, which is a blend of a solar iron line and a terrestrial water-vapor line, the shift is sufficient for the iron line to form a new blend with the H2) line at 7187.01 A and thereby alter the relative strengths of the lines (compare adjacent spectrum of the moon). If oxygen or water-vapor lines were present in these Martian spectra, they ought to appear as faint companions to the corresponding lines produced by the earth's atmosphere, but no such companion lines are to be seen. -
 NBS chemist Francis A. Smith operating an infrared spectrometer for analysis of mixtures of gases
NBS chemist Francis A. Smith operating an infrared spectrometer for analysis of mixtures of gases -
 NBS chemist Francis A. Smith operating an infrared spectrometer for analysis of mixtures of gases
NBS chemist Francis A. Smith operating an infrared spectrometer for analysis of mixtures of gases -
 Joseph Reader (left) and Nicolo Acquista (right) discuss NBS spectroscopy research
Joseph Reader (left) and Nicolo Acquista (right) discuss NBS spectroscopy research -
 Joseph Reader (left) and Nicolo Acquista (right) in the NBS atomic spectroscopy laboratory - Acquista is holding a platinum lamp similar to the one being prepared to fly in the Hubble Space Telescope.
Joseph Reader (left) and Nicolo Acquista (right) in the NBS atomic spectroscopy laboratory - Acquista is holding a platinum lamp similar to the one being prepared to fly in the Hubble Space Telescope. -
 Research chemist Laurence Hilpert prepares to analyze an environmental sample by gas chromatography and mass spectrometry mass spectrometry is a sensitive analytical technique used to measure trace level toxic organic compounds at the parts per billion level).
Research chemist Laurence Hilpert prepares to analyze an environmental sample by gas chromatography and mass spectrometry mass spectrometry is a sensitive analytical technique used to measure trace level toxic organic compounds at the parts per billion level). -
 Craig Sensonetti utilizing laser spectroscopy
Craig Sensonetti utilizing laser spectroscopy

![Spectrum of Jupiter obtained by NBS using high-dispersion gratings [top] and of the dispersion of the moon [bottom] with arrows indicating lines of molecular hydrogen](/wiki/File:SpectroscopyResearch_002.jpg)


![Arc spectra of pure manganese [center] and of copper containing 0.1 percent manganese as recorded through a rotating stepped sector. Wavelength range, 3960 to 4105A.](/wiki/File:SpectroscopyResearch_005.jpg)
![Arc spectra of copper [top] over wavelength range of 3400 to 3860A; standard tungsten lamp spectrum [bottom] at 50A intervals. Both recorded through a rotating stepped sector.](/wiki/File:SpectroscopyResearch_006.jpg)
![The focused beam of light enetered through a slit just to the right of the grating [center], struck the small mirror [right], was reflected and dispersed by the grating, struck the larger mirror, and was finally focused on the photographic plate resting in the rectangular opening, visible just to the left of the grating.](/wiki/File:SpectroscopyResearch_007.jpg)

![The infrared spectrometer [lower center] was usd at NBS for the qualitative and wuantitative analysis of mixtures of gases and the estimation of impurities in organic compounds. The intensity of infrared radiation selectively absorbed by the different atomic groups in the molecules was indicated on the strip chart recorder [right] as the wavelength of the radiation was changed continuously and automatically. The resulting absorption spectrum was then subjected to measurement and interpretation.](/wiki/File:SpectroscopyResearch_009.jpg)


















Mon Mar 10 15:56:01 EDT 2014
[edit]-
 The Emery Testing Machine, built to NBS specifications, was originally purchased to test bridge columns. It was also used to test dirigible girders, suspension bridge cables, bulkhead specimens, riveted ship joints, and other structural members.
The Emery Testing Machine, built to NBS specifications, was originally purchased to test bridge columns. It was also used to test dirigible girders, suspension bridge cables, bulkhead specimens, riveted ship joints, and other structural members. -
 The Emery Testing Machine had a capacity of 2,300,000 pounds in compression and 1,150,000 pounds in tension, and could accomodate specimens up to 30 feet in length. The advantages of the horizontal testing machine were that it simplified the application of side loads in column testing, made examination of specimens easier, and offset the need for high bay areas. An unusal feature of the machine was its high sensitivity. It could detect and read out deformation due to compression or tension within 20 pounds.
The Emery Testing Machine had a capacity of 2,300,000 pounds in compression and 1,150,000 pounds in tension, and could accomodate specimens up to 30 feet in length. The advantages of the horizontal testing machine were that it simplified the application of side loads in column testing, made examination of specimens easier, and offset the need for high bay areas. An unusal feature of the machine was its high sensitivity. It could detect and read out deformation due to compression or tension within 20 pounds. -
 Brick structural testing
Brick structural testing -
 This machine would take a column six feet square by thirty feet high and applied it to a load of ten million pounds.
This machine would take a column six feet square by thirty feet high and applied it to a load of ten million pounds. -
 Structural testing equipment
Structural testing equipment -
 Structural testing of concrete
Structural testing of concrete -
 Structural testing
Structural testing -
 Structural testing of bric
Structural testing of bric -
 Structural testing of girders
Structural testing of girders -
 The maximum weight which a brick wall would hold up is being determined in this image, using the largest of NBS' testing machines, the capacity of which was ten million poinds. Other types of construction, such as concrete, plywood, metal, and different varieties of brick, were included in the program on strnegth of materials for house construction.
The maximum weight which a brick wall would hold up is being determined in this image, using the largest of NBS' testing machines, the capacity of which was ten million poinds. Other types of construction, such as concrete, plywood, metal, and different varieties of brick, were included in the program on strnegth of materials for house construction. -
 Tests of tower column sections of the Hudson River Bridge of New York City, NY
Tests of tower column sections of the Hudson River Bridge of New York City, NY -
 Tests of tower column sections of the Hudson River Bridge of New York City, NY
Tests of tower column sections of the Hudson River Bridge of New York City, NY -
 Testing steel truss
Testing steel truss -
 Testing steel truss
Testing steel truss -
 The Emery Testing Machine had a capacity of 2,300,000 pounds in compression and 1,150,000 pounds in tension, and could accomodate specimens up to 30 feet in length. The advantages of the horizontal testing machine were that it simplified the application of side loads in column testing, made examination of specimens easier, and offset the need for high bay areas. An unusal feature of the machine was its high sensitivity. It could detect and read out deformation due to compression or tension within 20 pounds.
The Emery Testing Machine had a capacity of 2,300,000 pounds in compression and 1,150,000 pounds in tension, and could accomodate specimens up to 30 feet in length. The advantages of the horizontal testing machine were that it simplified the application of side loads in column testing, made examination of specimens easier, and offset the need for high bay areas. An unusal feature of the machine was its high sensitivity. It could detect and read out deformation due to compression or tension within 20 pounds. -
 The Emery Testing Machine had a capacity of 2,300,000 pounds in compression and 1,150,000 pounds in tension, and could accomodate specimens up to 30 feet in length. The advantages of the horizontal testing machine were that it simplified the application of side loads in column testing, made examination of specimens easier, and offset the need for high bay areas. An unusal feature of the machine was its high sensitivity. It could detect and read out deformation due to compression or tension within 20 pounds.
The Emery Testing Machine had a capacity of 2,300,000 pounds in compression and 1,150,000 pounds in tension, and could accomodate specimens up to 30 feet in length. The advantages of the horizontal testing machine were that it simplified the application of side loads in column testing, made examination of specimens easier, and offset the need for high bay areas. An unusal feature of the machine was its high sensitivity. It could detect and read out deformation due to compression or tension within 20 pounds. -
 Tests of tower column sections of the Hudson River Bridge of New York City, NY
Tests of tower column sections of the Hudson River Bridge of New York City, NY -
 Structural testing of concrete
Structural testing of concrete -
 Olsen machine, a compression to exhaustion giant, was used in the NBS Pittsburgh laboratories for destruction tests of piers and other masonry columns
Olsen machine, a compression to exhaustion giant, was used in the NBS Pittsburgh laboratories for destruction tests of piers and other masonry columns -
 Olsen machine, a compression to exhaustion giant, was used in the NBS Pittsburgh laboratories for destruction tests of piers and other masonry columns
Olsen machine, a compression to exhaustion giant, was used in the NBS Pittsburgh laboratories for destruction tests of piers and other masonry columns




















Mon Mar 10 15:26:12 EDT 2014
[edit]-
 During the spring of 1920 the Radio Section broadcasted music over station WWV in advance of the scheduled commerical broadcasts later in the year. A Victrola photograph was the source of the music, with pickup by a microphone using a telephone transmitter fitted with a "morning glory" horn. US Army Signal Corps radio equipment served as the transmitter.
During the spring of 1920 the Radio Section broadcasted music over station WWV in advance of the scheduled commerical broadcasts later in the year. A Victrola photograph was the source of the music, with pickup by a microphone using a telephone transmitter fitted with a "morning glory" horn. US Army Signal Corps radio equipment served as the transmitter. -
 Left to right: C. F. Keleher; O. J. Meyer; C. W. Elliot; B. F. Brandon; H. C. Dickenson; C. L. Britt; L. J. Briggs; J. F. Meyer; J. H. Dellinger; R. R. Chamberlin; G. H. Vaneman; E. C. Crittenden; H. D. Hubbard; E. L. Hall; S. S. Kirby; M. Cox; J. H. Courtney.
Left to right: C. F. Keleher; O. J. Meyer; C. W. Elliot; B. F. Brandon; H. C. Dickenson; C. L. Britt; L. J. Briggs; J. F. Meyer; J. H. Dellinger; R. R. Chamberlin; G. H. Vaneman; E. C. Crittenden; H. D. Hubbard; E. L. Hall; S. S. Kirby; M. Cox; J. H. Courtney. -
 Left to right: C. F. Keleher; O. J. Meyer; C. W. Elliot; B. F. Brandon; H. C. Dickenson; C. L. Britt; L. J. Briggs; J. F. Meyer; J. H. Dellinger; R. R. Chamberlin; G. H. Vaneman; E. C. Crittenden; H. D. Hubbard; E. L. Hall; S. S. Kirby; M. Cox; J. H. Courtney.
Left to right: C. F. Keleher; O. J. Meyer; C. W. Elliot; B. F. Brandon; H. C. Dickenson; C. L. Britt; L. J. Briggs; J. F. Meyer; J. H. Dellinger; R. R. Chamberlin; G. H. Vaneman; E. C. Crittenden; H. D. Hubbard; E. L. Hall; S. S. Kirby; M. Cox; J. H. Courtney. -
 Standard-frequency transmitting station of NBS at Beltsville, MD, 13 miles northeast of main NBS laboratory
Standard-frequency transmitting station of NBS at Beltsville, MD, 13 miles northeast of main NBS laboratory -
 Beltsville radio station
Beltsville radio station -
 WWV radio station in Boulder, CO
WWV radio station in Boulder, CO -
 WWV radio station in Boulder, CO
WWV radio station in Boulder, CO -
 WWV radio station in Boulder, CO
WWV radio station in Boulder, CO -
 WWV radio station in Boulder, CO
WWV radio station in Boulder, CO -
 WWV radio station in Boulder, CO
WWV radio station in Boulder, CO -
 WWV radio station in Boulder, CO
WWV radio station in Boulder, CO -
 Standard-frequency transmitting station of NBS at Beltsville, MD, 13 miles northeast of main NBS laboratory
Standard-frequency transmitting station of NBS at Beltsville, MD, 13 miles northeast of main NBS laboratory -
 The other two plots shown were used for transmitters for study of radio wave phenomena.
The other two plots shown were used for transmitters for study of radio wave phenomena. -
 The other two plots shown were used for transmitters for study of radio wave phenomena.
The other two plots shown were used for transmitters for study of radio wave phenomena. -
 The generator, whose accuracy was controlled by the 100-kc crystal oscillator frequency, provided the seconds pulses, each 0.005 seconds long and consisting of five cycles of a 100-cycle frequency.
The generator, whose accuracy was controlled by the 100-kc crystal oscillator frequency, provided the seconds pulses, each 0.005 seconds long and consisting of five cycles of a 100-cycle frequency. -
 View of some of the antennas from which WWV continuously broadcasts 8 standard frequencies
View of some of the antennas from which WWV continuously broadcasts 8 standard frequencies -
 WWV radio building at Beltsville, MD
WWV radio building at Beltsville, MD -
 WWV radio building at Beltsville, MD
WWV radio building at Beltsville, MD -
 WWV radio building at Beltsville, MD
WWV radio building at Beltsville, MD -
 "WWV Ft Collins Colorado 1st Day" WWV announcement
"WWV Ft Collins Colorado 1st Day" WWV announcement -
 NBS Boulder, CO WWV station
NBS Boulder, CO WWV station -
 WWV radio receiver at Boulder, CO
WWV radio receiver at Boulder, CO -
 WWV radio station in Boulder, CO
WWV radio station in Boulder, CO























Mon Mar 10 14:54:00 EDT 2014
[edit]-
 SWAC's high speed results from its rapid cathod-ray-tube type of memory (center background). Input mechanism is at left; output mechanism at right.
SWAC's high speed results from its rapid cathod-ray-tube type of memory (center background). Input mechanism is at left; output mechanism at right. -
 In the background are pictured parts of the Williams-tube memory (left) and the control unit (right).
In the background are pictured parts of the Williams-tube memory (left) and the control unit (right). -
 Memory pattern of dots and dashes from the face of one of the cathode-ray tube units in SWAC's Williams-tube memory
Memory pattern of dots and dashes from the face of one of the cathode-ray tube units in SWAC's Williams-tube memory -
 One of the 37 cathode-ray tubes that made up SWAC's Williams-tube memory
One of the 37 cathode-ray tubes that made up SWAC's Williams-tube memory -
 Chassis assembly of SWAC, designed and constructed by the Institute for Numerical Analysis staff to provide a tool for research in numerical analysis
Chassis assembly of SWAC, designed and constructed by the Institute for Numerical Analysis staff to provide a tool for research in numerical analysis -
 Magnetic drum auxiliary memory added to SWAC to increase its problem-solving capacity
Magnetic drum auxiliary memory added to SWAC to increase its problem-solving capacity -
 Directly behind the operating console [center foreground[ was the Williams memory consisting of a bank of 37 cathode-ray tubes. On either side of the Williams memory was cabinets containing the control unit. Other cabinets in the left background contained the magnetic drum auxiliary memory and its control circuitry. In front of the magnetic drum was the punched-card input-output system, and on the right of the console was a paper-tape input unit.
Directly behind the operating console [center foreground[ was the Williams memory consisting of a bank of 37 cathode-ray tubes. On either side of the Williams memory was cabinets containing the control unit. Other cabinets in the left background contained the magnetic drum auxiliary memory and its control circuitry. In front of the magnetic drum was the punched-card input-output system, and on the right of the console was a paper-tape input unit. -
 Directly behind the operating console [center foreground[ was the Williams memory consisting of a bank of 37 cathode-ray tubes. On either side of the Williams memory was cabinets containing the control unit. Other cabinets in the left background contained the magnetic drum auxiliary memory and its control circuitry. In front of the magnetic drum was the punched-card input-output system, and on the right of the console was a paper-tape input unit.
Directly behind the operating console [center foreground[ was the Williams memory consisting of a bank of 37 cathode-ray tubes. On either side of the Williams memory was cabinets containing the control unit. Other cabinets in the left background contained the magnetic drum auxiliary memory and its control circuitry. In front of the magnetic drum was the punched-card input-output system, and on the right of the console was a paper-tape input unit. -
 SWAC operating console
SWAC operating console -
 Close-up of SWAC operating console
Close-up of SWAC operating console -
 Main SWAC computer, control consode, and input typewriter
Main SWAC computer, control consode, and input typewriter -
 Magnetic drum auxiliary memory added to SWAC to increase its problem-solving capacity
Magnetic drum auxiliary memory added to SWAC to increase its problem-solving capacity












Mon Mar 10 14:21:25 EDT 2014
[edit]-
![NBS Directors Lyman Briggs [left] and Edward Condon [right] standing with the commemorative sundial](https://upload.wikimedia.org/wikipedia/commons/thumb/0/0b/Sundial_001.jpg/120px-Sundial_001.jpg) NBS Directors Lyman Briggs [left] and Edward Condon [right] standing with the commemorative sundial
NBS Directors Lyman Briggs [left] and Edward Condon [right] standing with the commemorative sundial -
 Sundial analemma detail
Sundial analemma detail -
 Commemorative sundial on the NBS campus in Washington DC at Connecticut Ave. and Van Ness
Commemorative sundial on the NBS campus in Washington DC at Connecticut Ave. and Van Ness -
 Analemma of the commemorative sundial on the NBS campus in Washington DC at Connecticut Ave. and Van Ness
Analemma of the commemorative sundial on the NBS campus in Washington DC at Connecticut Ave. and Van Ness -
 Dial plate of the commemorative sundial on the NBS campus in Washington DC at Connecticut Ave. and Van Ness
Dial plate of the commemorative sundial on the NBS campus in Washington DC at Connecticut Ave. and Van Ness -
 Commemotative sundial pamphlet cover image
Commemotative sundial pamphlet cover image -
![Commemorative sundial pamphlet [first page]](https://upload.wikimedia.org/wikipedia/commons/thumb/c/c6/Sundial_007.jpg/120px-Sundial_007.jpg) Commemorative sundial pamphlet [first page]
Commemorative sundial pamphlet [first page] -
![Commemorative sundial pamphlet [second and third pages] with photos of NBS Directors Lyman James Briggs [top], Samuel Wesley Stratton [lower left], and George Kimball Burgess [lower right]](https://upload.wikimedia.org/wikipedia/commons/thumb/7/7f/Sundial_008.jpg/78px-Sundial_008.jpg) Commemorative sundial pamphlet [second and third pages] with photos of NBS Directors Lyman James Briggs [top], Samuel Wesley Stratton [lower left], and George Kimball Burgess [lower right]
Commemorative sundial pamphlet [second and third pages] with photos of NBS Directors Lyman James Briggs [top], Samuel Wesley Stratton [lower left], and George Kimball Burgess [lower right] -
![Commemorative sundial pamphlet [sixth and seventh pages] featuring a diagram of the sundial's function throughout the calendar year](https://upload.wikimedia.org/wikipedia/commons/thumb/6/63/Sundial_009.jpg/120px-Sundial_009.jpg) Commemorative sundial pamphlet [sixth and seventh pages] featuring a diagram of the sundial's function throughout the calendar year
Commemorative sundial pamphlet [sixth and seventh pages] featuring a diagram of the sundial's function throughout the calendar year -
![Commemorative sundial pamphlet [eighth and ninth pages], featuring images of the sundial's dial face [left] and gnomons and analemma [right]](https://upload.wikimedia.org/wikipedia/commons/thumb/9/95/Sundial_010.jpg/120px-Sundial_010.jpg) Commemorative sundial pamphlet [eighth and ninth pages], featuring images of the sundial's dial face [left] and gnomons and analemma [right]
Commemorative sundial pamphlet [eighth and ninth pages], featuring images of the sundial's dial face [left] and gnomons and analemma [right]
![NBS Directors Lyman Briggs [left] and Edward Condon [right] standing with the commemorative sundial](/wiki/File:Sundial_001.jpg)





![Commemorative sundial pamphlet [first page]](/wiki/File:Sundial_007.jpg)
![Commemorative sundial pamphlet [second and third pages] with photos of NBS Directors Lyman James Briggs [top], Samuel Wesley Stratton [lower left], and George Kimball Burgess [lower right]](/wiki/File:Sundial_008.jpg)
![Commemorative sundial pamphlet [sixth and seventh pages] featuring a diagram of the sundial's function throughout the calendar year](/wiki/File:Sundial_009.jpg)
![Commemorative sundial pamphlet [eighth and ninth pages], featuring images of the sundial's dial face [left] and gnomons and analemma [right]](/wiki/File:Sundial_010.jpg)
Mon Mar 10 14:04:49 EDT 2014
[edit]-
 A.N. Finn, chief of NBS glass section with 70-inch mirror
A.N. Finn, chief of NBS glass section with 70-inch mirror -
 "The Big Disk" of NBS glass operations
"The Big Disk" of NBS glass operations -
 Hand-stirring of glass for 70-inch disk
Hand-stirring of glass for 70-inch disk -
 This diagram shows the essential features of the equipment that was used at NBS to make 70-inch glass disks.
This diagram shows the essential features of the equipment that was used at NBS to make 70-inch glass disks. -
 The combined mold and annealing furnace are under the platform on which the operator is picture standing.
The combined mold and annealing furnace are under the platform on which the operator is picture standing. -
 Dated 1927 or 1928 - Tapping the glass from the melting furnace to the mold
Dated 1927 or 1928 - Tapping the glass from the melting furnace to the mold -
![The mold and annealing furnace [foreground] and the furnace in which the glass is melted [background]](https://upload.wikimedia.org/wikipedia/commons/thumb/1/14/ReflectingTelescope_007.jpg/92px-ReflectingTelescope_007.jpg) The mold and annealing furnace [foreground] and the furnace in which the glass is melted [background]
The mold and annealing furnace [foreground] and the furnace in which the glass is melted [background] -
 Lindner (or Lindnen) "touching up" a rough spot
Lindner (or Lindnen) "touching up" a rough spot -
 Man standing at 5'7" illustrating the size of the disk.
Man standing at 5'7" illustrating the size of the disk. -
 The bricks in the bottom of the disk are visible through eleven inches of glass.
The bricks in the bottom of the disk are visible through eleven inches of glass. -
![70-inch disk after an 8-inch core [resting on the surface of the disk] has been cut out of the center](https://upload.wikimedia.org/wikipedia/commons/thumb/1/1b/ReflectingTelescope_011.jpg/120px-ReflectingTelescope_011.jpg) 70-inch disk after an 8-inch core [resting on the surface of the disk] has been cut out of the center
70-inch disk after an 8-inch core [resting on the surface of the disk] has been cut out of the center -
 Making the glass for a 70-inch telescope
Making the glass for a 70-inch telescope -
![NBS Directors S. W. Stratton [second from left] and G. K. Burgess [far right] pictured with Perkins Observatory director Prof. Clifford C. Crump [center].](https://upload.wikimedia.org/wikipedia/commons/thumb/b/b4/ReflectingTelescope_013.jpg/120px-ReflectingTelescope_013.jpg) NBS Directors S. W. Stratton [second from left] and G. K. Burgess [far right] pictured with Perkins Observatory director Prof. Clifford C. Crump [center].
NBS Directors S. W. Stratton [second from left] and G. K. Burgess [far right] pictured with Perkins Observatory director Prof. Clifford C. Crump [center]. -
 Largest disk of optical glass created in the United States as of 1928.
Largest disk of optical glass created in the United States as of 1928. -
 Largest disk of optical glass created in the United States as of 1928.
Largest disk of optical glass created in the United States as of 1928. -
 The disk after polishing was set up in the observatory at Ohio Wesleyan University.
The disk after polishing was set up in the observatory at Ohio Wesleyan University. -
 Largest disk of optical glass created in the United States as of 1928. The mold for this disk was specifically designed for this purpose and was at the same time a carefully insulated annealing furnace provided with electrical heating elements for controlling the temperatures during cooling. The glass was poured at 2400 degrees Fahrenheit. Eight months were required for cooling and annealing. The disk weighed about 4,000 pounds, was 11 inches thick, and made from borosilicate crown glass. It was intended for use at the Perkins Observatory of Delaware, Ohio.
Largest disk of optical glass created in the United States as of 1928. The mold for this disk was specifically designed for this purpose and was at the same time a carefully insulated annealing furnace provided with electrical heating elements for controlling the temperatures during cooling. The glass was poured at 2400 degrees Fahrenheit. Eight months were required for cooling and annealing. The disk weighed about 4,000 pounds, was 11 inches thick, and made from borosilicate crown glass. It was intended for use at the Perkins Observatory of Delaware, Ohio.






![The mold and annealing furnace [foreground] and the furnace in which the glass is melted [background]](/wiki/File:ReflectingTelescope_007.jpg)



![70-inch disk after an 8-inch core [resting on the surface of the disk] has been cut out of the center](/wiki/File:ReflectingTelescope_011.jpg)

![NBS Directors S. W. Stratton [second from left] and G. K. Burgess [far right] pictured with Perkins Observatory director Prof. Clifford C. Crump [center].](/wiki/File:ReflectingTelescope_013.jpg)




Mon Mar 10 13:43:34 EDT 2014
[edit]-
 Part of the track scale testing equipment at NBS, in which standard weights are being loaded on a truck that will move the load along the scale platform
Part of the track scale testing equipment at NBS, in which standard weights are being loaded on a truck that will move the load along the scale platform -
 The design shown consists of eight 10,000 lb. weights; four 2500 lb. weights; 10,000 lbs. of 50 lb. weights, and a truck used to carry the test load on the rails, which is in itself 5,000 lbs, as well as small auxiliary balances and weights giving this vehicle a total weight of over 105,000 lbs. Small weights are furnished which run down to 1/10,000 of a pound. Only decimal sub-divisions of a pound are used in this work. Power for handling the weights is furnished by an electrical generator driven by a gasoline engine. When in use, teh car is set a short distance from the end of the scale, the end doors of the car are opened, and the overhead crane rails are advanced by means of a motor until they overhang the track by the required amount. The truck is then connected to the crane and lifted from its position in the car and placed on the rails outside. This is then followed by weights until the first test load is ready. A cable is then connected to the truck and by means of a motor forming a part of the truck, the truck and test load are moved from place to place on the car. When the run is completed with this load, other weights are added, and the observations repeated on the higher loads for the different positions on the scale.
The design shown consists of eight 10,000 lb. weights; four 2500 lb. weights; 10,000 lbs. of 50 lb. weights, and a truck used to carry the test load on the rails, which is in itself 5,000 lbs, as well as small auxiliary balances and weights giving this vehicle a total weight of over 105,000 lbs. Small weights are furnished which run down to 1/10,000 of a pound. Only decimal sub-divisions of a pound are used in this work. Power for handling the weights is furnished by an electrical generator driven by a gasoline engine. When in use, teh car is set a short distance from the end of the scale, the end doors of the car are opened, and the overhead crane rails are advanced by means of a motor until they overhang the track by the required amount. The truck is then connected to the crane and lifted from its position in the car and placed on the rails outside. This is then followed by weights until the first test load is ready. A cable is then connected to the truck and by means of a motor forming a part of the truck, the truck and test load are moved from place to place on the car. When the run is completed with this load, other weights are added, and the observations repeated on the higher loads for the different positions on the scale. -
 The design shown consists of eight 10,000 lb. weights; four 2500 lb. weights; 10,000 lbs. of 50 lb. weights, and a truck used to carry the test load on the rails, which is in itself 5,000 lbs, as well as small auxiliary balances and weights giving this vehicle a total weight of over 105,000 lbs. Small weights are furnished which run down to 1/10,000 of a pound. Only decimal sub-divisions of a pound are used in this work. Power for handling the weights is furnished by an electrical generator driven by a gasoline engine. When in use, teh car is set a short distance from the end of the scale, the end doors of the car are opened, and the overhead crane rails are advanced by means of a motor until they overhang the track by the required amount. The truck is then connected to the crane and lifted from its position in the car and placed on the rails outside. This is then followed by weights until the first test load is ready. A cable is then connected to the truck and by means of a motor forming a part of the truck, the truck and test load are moved from place to place on the car. When the run is completed with this load, other weights are added, and the observations repeated on the higher loads for the different positions on the scale.
The design shown consists of eight 10,000 lb. weights; four 2500 lb. weights; 10,000 lbs. of 50 lb. weights, and a truck used to carry the test load on the rails, which is in itself 5,000 lbs, as well as small auxiliary balances and weights giving this vehicle a total weight of over 105,000 lbs. Small weights are furnished which run down to 1/10,000 of a pound. Only decimal sub-divisions of a pound are used in this work. Power for handling the weights is furnished by an electrical generator driven by a gasoline engine. When in use, teh car is set a short distance from the end of the scale, the end doors of the car are opened, and the overhead crane rails are advanced by means of a motor until they overhang the track by the required amount. The truck is then connected to the crane and lifted from its position in the car and placed on the rails outside. This is then followed by weights until the first test load is ready. A cable is then connected to the truck and by means of a motor forming a part of the truck, the truck and test load are moved from place to place on the car. When the run is completed with this load, other weights are added, and the observations repeated on the higher loads for the different positions on the scale. -
 The test cars were also used to calibrate other industrial railroad scales whenever the NBS schedule permitted. A total test load of 80,000 pounds was carried by each car. This consisted of 7 ten thousand-pound weights, 3 of which were mounted on the small truck (right), and the truck itself, which was adjusted to weigh exactly 10,000 pounds. Auxiliary equipment was carried on the car for proper handling of the test weights.
The test cars were also used to calibrate other industrial railroad scales whenever the NBS schedule permitted. A total test load of 80,000 pounds was carried by each car. This consisted of 7 ten thousand-pound weights, 3 of which were mounted on the small truck (right), and the truck itself, which was adjusted to weigh exactly 10,000 pounds. Auxiliary equipment was carried on the car for proper handling of the test weights. -
 The test cars were also used to calibrate other industrial railroad scales whenever the NBS schedule permitted. A total test load of 80,000 pounds was carried by each car. This consisted of 7 ten thousand-pound weights, 3 of which were mounted on the small truck (right), and the truck itself, which was adjusted to weigh exactly 10,000 pounds. Auxiliary equipment was carried on the car for proper handling of the test weights.
The test cars were also used to calibrate other industrial railroad scales whenever the NBS schedule permitted. A total test load of 80,000 pounds was carried by each car. This consisted of 7 ten thousand-pound weights, 3 of which were mounted on the small truck (right), and the truck itself, which was adjusted to weigh exactly 10,000 pounds. Auxiliary equipment was carried on the car for proper handling of the test weights. -
 Workman with steel weights used on the railway test car and truck
Workman with steel weights used on the railway test car and truck -
 Part of the track scale testing equipment at NBS, in which standard weights are being loaded on a truck that will move the load along the scale platform
Part of the track scale testing equipment at NBS, in which standard weights are being loaded on a truck that will move the load along the scale platform -
 Workman loading steel weights onto NBS railroad track scale testing truck
Workman loading steel weights onto NBS railroad track scale testing truck -
 Workmen loading 10,000 pound weight onto the NBS railroad track scale testing truck to make a combined load of 90,000 pounds in addition to the 10,000 pound truck
Workmen loading 10,000 pound weight onto the NBS railroad track scale testing truck to make a combined load of 90,000 pounds in addition to the 10,000 pound truck -
 The NBS railroad track scale testing car loaded with 42,500 pounds in weights, the truck itself weighing 7,500 pounds for a combined weight of 50,000 pounds
The NBS railroad track scale testing car loaded with 42,500 pounds in weights, the truck itself weighing 7,500 pounds for a combined weight of 50,000 pounds -
 The NBS railroad track scale testing car loaded with 42,500 pounds in weights, the truck itself weighing 7,500 pounds for a combined weight of 50,000 pounds
The NBS railroad track scale testing car loaded with 42,500 pounds in weights, the truck itself weighing 7,500 pounds for a combined weight of 50,000 pounds











Mon Mar 10 13:34:46 EDT 2014
[edit]-
 Great Northern Rail fractured near Sharon, ND
Great Northern Rail fractured near Sharon, ND -
 The tread of the car wheel is heated electrically by the machine, and the temperature and strain distribution are determined under the stated conditions for each wheel type and design.
The tread of the car wheel is heated electrically by the machine, and the temperature and strain distribution are determined under the stated conditions for each wheel type and design.


Mon Mar 10 13:30:26 EDT 2014
[edit]-
 Information taken from "NBS research in radio propagation" (STR 1859).
Information taken from "NBS research in radio propagation" (STR 1859). -

-
 Information taken from "NBS research in radio propagation" (STR 1859).
Information taken from "NBS research in radio propagation" (STR 1859). -
 Information taken from "NBS research in radio propagation" (STR 1859).
Information taken from "NBS research in radio propagation" (STR 1859). -
 Radio antennas for radio propagation research
Radio antennas for radio propagation research -
 Information taken from "NBS research in radio propagation" (STR 1859).
Information taken from "NBS research in radio propagation" (STR 1859).






Mon Mar 10 13:18:15 EDT 2014
[edit]-
 Jacob Rabinow
Jacob Rabinow -
 Portraits of Jacob Rabinow (color)
Portraits of Jacob Rabinow (color) -
 A simple demonstration in a NBS laboratory illustrating the properties of a magnetic fluid which is used in a new type of clutch. A piece of nonmagnetic screening is inserted in the fluid, which is a mixture of powdered iron and oil. When the electromagnet of the model is energized, the magnetic fluid forms chains of powdered iron grains along the flux lines between the two sides of the chamber. These chains can be seen when the screen is forcibly withdrawn. Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55.
A simple demonstration in a NBS laboratory illustrating the properties of a magnetic fluid which is used in a new type of clutch. A piece of nonmagnetic screening is inserted in the fluid, which is a mixture of powdered iron and oil. When the electromagnet of the model is energized, the magnetic fluid forms chains of powdered iron grains along the flux lines between the two sides of the chamber. These chains can be seen when the screen is forcibly withdrawn. Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55. -
 The important elements of this system are the clutches housed in the twin steel cylinders on the chassis of the model, the control box at the top right, and the pivitol connector between the control box and the motor and clutches of the model (top center). The motor shaft on the model drives a friction disc connected to a small magnetic fluid cltch geared to the rear wheels. One end of the second clutch, housed in the cylinder nearest the rear right wheel, is locked to the frame so that it can be used as a brake. Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55.
The important elements of this system are the clutches housed in the twin steel cylinders on the chassis of the model, the control box at the top right, and the pivitol connector between the control box and the motor and clutches of the model (top center). The motor shaft on the model drives a friction disc connected to a small magnetic fluid cltch geared to the rear wheels. One end of the second clutch, housed in the cylinder nearest the rear right wheel, is locked to the frame so that it can be used as a brake. Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55. -
 Jacob Rabinow portrait
Jacob Rabinow portrait -
 Portrait of Jacob Rabinow
Portrait of Jacob Rabinow -
 Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55.
Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55. -
 In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138. -
 In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138. -
 Delivered to the US Post Office Dept in August 1958. The system was on display at the Museum of American History and was later transferred to the Postal Museum. Early in 1958 the Rabinow Engineering Corp received a contract from the US Post Office Dept for the deisgn and fabrication of a 5-destination "Outgoing Mail Sorter". This system was to present letter mail to an operator one envelope at a time so that the operator could read and type in the 5-digit zip code. The machine would then convert this zip code to a bar code and print it on the back side of the envelope so that it could be rapidly read and sorted by an automated scanning system at the destination. The five outgoing mail regional destinations were: northeast, southeast, northwest, southwest, and other. The outgoing letters were dropped on to give moving conveyor belts to speed them on their way to the distribution depot in the appropriate part of the country. The Rabinow Engineering Corp was already deeply involved in the design and fabrication of the incoming mail sorting system which had 100 destinations and a local conveyor system to distribute these letters to collection buns for the appropriate zip code. Since the incoming mail sorter had a higher priority, the progress on the outgoing mail sorter was progressing very slowly. Since delivery of the outgoing mail sorter was scheduled for August 1958, the Rabinow Engineering Corporation decided to subcontract this sorting system to the Automation Division of US Industries Inc., provided they could meet the required delivery date. This contract was awarded in April 1958 with 120 days for the design fabrication and testing of this system. The one additional feature to be included was an optically coded typewriter keyboard that had just been patented by Jacob Rabinow. As Director of Engineering of the Automation Division of US Industries Inc., Sidney Weiser organized a team of engineers, designers, technicians, and modelmakers to design, fabricate, and test this equipment. The system was completed and delivered to the Rabinow Engineering Corp. in August 1958 on schedule as a self-standing unit, with solid state circuitry, motors, and a vacuum system, shown in figure 1 with an operator at the console. (Description prepared by Sidney Weiser on August 9, 2001.) In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
Delivered to the US Post Office Dept in August 1958. The system was on display at the Museum of American History and was later transferred to the Postal Museum. Early in 1958 the Rabinow Engineering Corp received a contract from the US Post Office Dept for the deisgn and fabrication of a 5-destination "Outgoing Mail Sorter". This system was to present letter mail to an operator one envelope at a time so that the operator could read and type in the 5-digit zip code. The machine would then convert this zip code to a bar code and print it on the back side of the envelope so that it could be rapidly read and sorted by an automated scanning system at the destination. The five outgoing mail regional destinations were: northeast, southeast, northwest, southwest, and other. The outgoing letters were dropped on to give moving conveyor belts to speed them on their way to the distribution depot in the appropriate part of the country. The Rabinow Engineering Corp was already deeply involved in the design and fabrication of the incoming mail sorting system which had 100 destinations and a local conveyor system to distribute these letters to collection buns for the appropriate zip code. Since the incoming mail sorter had a higher priority, the progress on the outgoing mail sorter was progressing very slowly. Since delivery of the outgoing mail sorter was scheduled for August 1958, the Rabinow Engineering Corporation decided to subcontract this sorting system to the Automation Division of US Industries Inc., provided they could meet the required delivery date. This contract was awarded in April 1958 with 120 days for the design fabrication and testing of this system. The one additional feature to be included was an optically coded typewriter keyboard that had just been patented by Jacob Rabinow. As Director of Engineering of the Automation Division of US Industries Inc., Sidney Weiser organized a team of engineers, designers, technicians, and modelmakers to design, fabricate, and test this equipment. The system was completed and delivered to the Rabinow Engineering Corp. in August 1958 on schedule as a self-standing unit, with solid state circuitry, motors, and a vacuum system, shown in figure 1 with an operator at the console. (Description prepared by Sidney Weiser on August 9, 2001.) In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138. -
 In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138. -
 In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138. -
 Magnetic particle clutch
Magnetic particle clutch -
 Portrait of Jacob Rabinow with book
Portrait of Jacob Rabinow with book -
 Portrait of Jacob Rabinow with book
Portrait of Jacob Rabinow with book -
 This model auto bus equipped with a magnetic fluid clutch and a magnetic fluid brake was constructed at NBS to demonstrate the potential application of the magnetic fluid principle to automotive clutches. Jacob Rabinow, chief of NBS' Ordnance Mechanics section and inventor of the clutch, pictured operating the model from the control box held in his left hand.
This model auto bus equipped with a magnetic fluid clutch and a magnetic fluid brake was constructed at NBS to demonstrate the potential application of the magnetic fluid principle to automotive clutches. Jacob Rabinow, chief of NBS' Ordnance Mechanics section and inventor of the clutch, pictured operating the model from the control box held in his left hand. -
 Each of the 12 wheels accompanying each pocket can be shifted laterally on the rod into one of two positions, giving a total of 2^23 or 4096 combinations. As the conveyor moves, each set of 12 wheels rolls over tracks designed so that when the correct destination is reached, all of the wheels drop into depressions and the letter is released. In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
Each of the 12 wheels accompanying each pocket can be shifted laterally on the rod into one of two positions, giving a total of 2^23 or 4096 combinations. As the conveyor moves, each set of 12 wheels rolls over tracks designed so that when the correct destination is reached, all of the wheels drop into depressions and the letter is released. In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138. -
 In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138. -
 In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138. -
 Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55.
Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55. -
 A magnetic fluid consisting of a mixture of fine iron and oil formed the heart of the NBS magnetic fluid clutch. When acted upon by a small permanent magnet, that portion of the mixture in the magnetic fluid "solidified" (the iron particles mutually attracted) and adhered to the magnet. When this fluid was placed between two movable members, this effect was used to control mechanical coupling between them. This was the basis of the fluid clutch, which offered advantages in many applications, particularly in servo mechanisms. The unique properties of such a magnetic fluid suggested other possible uses, for example the sumulation of tide phenomena in exhibit models. Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55.
A magnetic fluid consisting of a mixture of fine iron and oil formed the heart of the NBS magnetic fluid clutch. When acted upon by a small permanent magnet, that portion of the mixture in the magnetic fluid "solidified" (the iron particles mutually attracted) and adhered to the magnet. When this fluid was placed between two movable members, this effect was used to control mechanical coupling between them. This was the basis of the fluid clutch, which offered advantages in many applications, particularly in servo mechanisms. The unique properties of such a magnetic fluid suggested other possible uses, for example the sumulation of tide phenomena in exhibit models. Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55. -
 In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138. -
 The clutch model under study was mounted in a lathe, and a strain gage was connected to the output shaft to measure the output torque. Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55.
The clutch model under study was mounted in a lathe, and a strain gage was connected to the output shaft to measure the output torque. Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55. -
 The National Inventors Council, a Department of Commerce advisory board, consisted of 23 prominent scientists and engineers and was converned with the processes of inventions, the work of inventors, and ways to provide more effective assistance to them through state, regional, and federal invention programs. Left to right: Jacob Rabinow, Rabinow Electronics; Professor John C. Stedman, University of Washington; J. Presper Eckert, Sperry Rand; Richard R. Walton, inventor; Jay W. Forrester, M.I.T.; Watson Davis, Science Service; Professor John Bardeen, University of Illinois; Costas E. Anagnostopoulos, Monsanto; Donald Newhouse, Portland Oregonian; William B. McLean, US Naval Ordnance Test Station-China Lake; Narinder S. Kapany, Optics Technology; Samuel Ruben, Ruben Laboratories; Vice President Humphrey; Daniel V. DeSimone, Chief, NBS Office of Invention and Innovation and Executive Director of the Council; Willis H. Gille, Marquette Manufacturing; Dr. C. Stark Draper, M.I.T.; Martin Goland, Southwest Research Inst.; Chester Carlson, inventor; William Bollay, Stanford University; and Leonard S. Hardland, NBS. Not pictured: Lawrence Biebel, attorney; Marvin Camras, Research Institute of I. I.T.; Frank E. Foote, Mine Safety Appliances Co.; Hrones, Case Institute of Technology; Selman A. Waksman, Rutgers University; and Brooks Walker, Shasta Frrest Co.
The National Inventors Council, a Department of Commerce advisory board, consisted of 23 prominent scientists and engineers and was converned with the processes of inventions, the work of inventors, and ways to provide more effective assistance to them through state, regional, and federal invention programs. Left to right: Jacob Rabinow, Rabinow Electronics; Professor John C. Stedman, University of Washington; J. Presper Eckert, Sperry Rand; Richard R. Walton, inventor; Jay W. Forrester, M.I.T.; Watson Davis, Science Service; Professor John Bardeen, University of Illinois; Costas E. Anagnostopoulos, Monsanto; Donald Newhouse, Portland Oregonian; William B. McLean, US Naval Ordnance Test Station-China Lake; Narinder S. Kapany, Optics Technology; Samuel Ruben, Ruben Laboratories; Vice President Humphrey; Daniel V. DeSimone, Chief, NBS Office of Invention and Innovation and Executive Director of the Council; Willis H. Gille, Marquette Manufacturing; Dr. C. Stark Draper, M.I.T.; Martin Goland, Southwest Research Inst.; Chester Carlson, inventor; William Bollay, Stanford University; and Leonard S. Hardland, NBS. Not pictured: Lawrence Biebel, attorney; Marvin Camras, Research Institute of I. I.T.; Frank E. Foote, Mine Safety Appliances Co.; Hrones, Case Institute of Technology; Selman A. Waksman, Rutgers University; and Brooks Walker, Shasta Frrest Co. -
 Back row: George Keehn, 710; John Moorhead, 005; Roy High, 310; Philip Franklin, 310; Hans Kohler, 400; Wilbur Hinman, T. D.; Col. McEvoy, C. O. Front row: Jacob Rabinow, 300; Philip Krupen, 220; John Kaiser, 810; Elmer Landis, 420
Back row: George Keehn, 710; John Moorhead, 005; Roy High, 310; Philip Franklin, 310; Hans Kohler, 400; Wilbur Hinman, T. D.; Col. McEvoy, C. O. Front row: Jacob Rabinow, 300; Philip Krupen, 220; John Kaiser, 810; Elmer Landis, 420 -
 Labelled portrait of Jacob Rabinow
Labelled portrait of Jacob Rabinow -
 Circa 1947-1950. Close-up of the apparatus used to test the hlding power of energized iron particle-in-oil mixture. MBS staff member Patricia Hickok is shown holding the 2-inch square plate which is immersed in a magnetic fluid filling the chamber between the pole pieces of the electromagnet assembly on the bench in front of her. When 10 watts of power are supplied to the coil, the plate will sustain a pull of 200 pounds without moving. The "chains" that develop when the magnetic coil is energized are shown in NBS photo 1500. Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55.
Circa 1947-1950. Close-up of the apparatus used to test the hlding power of energized iron particle-in-oil mixture. MBS staff member Patricia Hickok is shown holding the 2-inch square plate which is immersed in a magnetic fluid filling the chamber between the pole pieces of the electromagnet assembly on the bench in front of her. When 10 watts of power are supplied to the coil, the plate will sustain a pull of 200 pounds without moving. The "chains" that develop when the magnetic coil is energized are shown in NBS photo 1500. Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55. -
 Jacob Rabinow portrait
Jacob Rabinow portrait -
 Portrait of Jacob Rabinow as chief of Ordnance Mechanics
Portrait of Jacob Rabinow as chief of Ordnance Mechanics -
 Portrait of Jacob Rabinow
Portrait of Jacob Rabinow -
 The electromagnet for energizing the magnetic fluid which normally fills the clutch casing utilizes the coil windings in the center of the clutch. By varying the strength of the magnetic field, which in turn controls the degree of locking between the driving plates and the driven plate, any value of torque up to locking can be obtained. When completely disengaged, the driving shaft (to the right), turns freely as do the two plates attached to it. As electric power is applied, the bond between the two driving plates and the center driven plate begins to develop, and the entire assembly begins to turn. Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55.
The electromagnet for energizing the magnetic fluid which normally fills the clutch casing utilizes the coil windings in the center of the clutch. By varying the strength of the magnetic field, which in turn controls the degree of locking between the driving plates and the driven plate, any value of torque up to locking can be obtained. When completely disengaged, the driving shaft (to the right), turns freely as do the two plates attached to it. As electric power is applied, the bond between the two driving plates and the center driven plate begins to develop, and the entire assembly begins to turn. Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55. -
 In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138. -
 In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138. -
 Overall view of the laboratory prototype machine developed for the Post Office for the automatic high-speed sorting of letter mail. It can sort at the rate of 36,ooo letters per hour into as many categories as may be needed. It consists essentially of a large number of pockets on an endless conveyor and electromechanical equipment that controls the dropping of a letter from a pocket into a specific fixed receptacle. As can be seen in the photographs, fourteen pockets are grouped together into a single unit for convenience of handling on the conveyor. In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
Overall view of the laboratory prototype machine developed for the Post Office for the automatic high-speed sorting of letter mail. It can sort at the rate of 36,ooo letters per hour into as many categories as may be needed. It consists essentially of a large number of pockets on an endless conveyor and electromechanical equipment that controls the dropping of a letter from a pocket into a specific fixed receptacle. As can be seen in the photographs, fourteen pockets are grouped together into a single unit for convenience of handling on the conveyor. In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138. -
 Jacob Rabinow (right) and NBS Director Richard Roberts (center). Circa 1973-1975.
Jacob Rabinow (right) and NBS Director Richard Roberts (center). Circa 1973-1975. -
 Jacob Rabinow
Jacob Rabinow -
 The directory shown here converts, according to a pre-arranged schedule, the information in the 64-but code of the abbreviated address on the envelope into a 12-bit code corresponding to the receptacle where the letter is to be dropped by the conveyor. In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
The directory shown here converts, according to a pre-arranged schedule, the information in the 64-but code of the abbreviated address on the envelope into a 12-bit code corresponding to the receptacle where the letter is to be dropped by the conveyor. In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138. -
 Code printer. Letters, one at a time, are presented to the operator who reads the addresses, abbreviates their important parts, and types these abbreviations on the backs of the envelopes by means of a special printer. The print indexing coding is in binary form, and appears in the form of "dot" or "no dot" on the envelope. In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
Code printer. Letters, one at a time, are presented to the operator who reads the addresses, abbreviates their important parts, and types these abbreviations on the backs of the envelopes by means of a special printer. The print indexing coding is in binary form, and appears in the form of "dot" or "no dot" on the envelope. In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138. -
 In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138. -
 Each of the 12 wheels accompanying each pocket can be shifted laterally on the rod into one of two positions, giving a total of 2^23 or 4096 combinations. As the conveyor moves, each set of 12 wheels rolls over tracks designed so that when the correct destination is reached, all of the wheels drop into depressions and the letter is released. In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
Each of the 12 wheels accompanying each pocket can be shifted laterally on the rod into one of two positions, giving a total of 2^23 or 4096 combinations. As the conveyor moves, each set of 12 wheels rolls over tracks designed so that when the correct destination is reached, all of the wheels drop into depressions and the letter is released. In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138. -
 Close-up of filling hole in the upper driven plate of the first practical model of the NBS magnetic fluid clutch showing the visible change in the fluid, demagnetized and magnetized. In the view at left, the driving plate turns freely in the demagnetized mixture of powdered iron and oil between the upper and lower driven plates. When the clutch is energized, right, the magnetic flux acts on the iron powder suspended in the oil, and the mixture forms a virutally solid mass. When the driving plate is revolved, the shearing action on the iron-oil mixture is readily visible. By varying the magnetic flux in the fluid any degree of slippage between the driving and driven plates may be obtained. This constitutes the basic principle of the new clutch which, because of its sensitivity and apparently negligible wear, appears to offer many advantages for a wide variety of clutch applications. Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55.
Close-up of filling hole in the upper driven plate of the first practical model of the NBS magnetic fluid clutch showing the visible change in the fluid, demagnetized and magnetized. In the view at left, the driving plate turns freely in the demagnetized mixture of powdered iron and oil between the upper and lower driven plates. When the clutch is energized, right, the magnetic flux acts on the iron powder suspended in the oil, and the mixture forms a virutally solid mass. When the driving plate is revolved, the shearing action on the iron-oil mixture is readily visible. By varying the magnetic flux in the fluid any degree of slippage between the driving and driven plates may be obtained. This constitutes the basic principle of the new clutch which, because of its sensitivity and apparently negligible wear, appears to offer many advantages for a wide variety of clutch applications. Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55. -
 Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55.
Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55. -
 Jacob Rabinow
Jacob Rabinow -
 In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138. -
 In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138. -
 Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55.
Jacob Rabinow invented the Magnetic Particle Clutch in 1947 during his work on ordnance at the National Bureau of Standards. The particle clutch used a mixture of light lubricating oil and powdered carbonyl iron inside a chamber connecting two free spinning plates. When an electromagnet attached to the chamber was energized, the iron particles would magnetize and attract each other, producing an almost solid mass, which locked the plates together. Controlling the magnetic flux would control the amount of torque between the plates. Because Rabinow invented the Magnetic Particle Clutch as part of his work at the National Bureau of Standards, the United States Government owned the U.S. patent. However, in partnership with his brother Joseph, Rabinow did file for patents in 22 foreign countries. Due of the simple design, precise torque control, smooth operation, and long life, the device found wide application. It was used in Renault and Subaru automobiles in Europe and Japan, in airplane controls, and in the disc file of the IBM RAMAC computer. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 49-55. -
 Overall view of the laboratory prototype machine developed for the Post Office for the automatic high-speed sorting of letter mail. It can sort at the rate of 36,ooo letters per hour into as many categories as may be needed. It consists essentially of a large number of pockets on an endless conveyor and electromechanical equipment that controls the dropping of a letter from a pocket into a specific fixed receptacle. As can be seen in the photographs, fourteen pockets are grouped together into a single unit for convenience of handling on the conveyor. In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
Overall view of the laboratory prototype machine developed for the Post Office for the automatic high-speed sorting of letter mail. It can sort at the rate of 36,ooo letters per hour into as many categories as may be needed. It consists essentially of a large number of pockets on an endless conveyor and electromechanical equipment that controls the dropping of a letter from a pocket into a specific fixed receptacle. As can be seen in the photographs, fourteen pockets are grouped together into a single unit for convenience of handling on the conveyor. In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138. -
 In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
In 1957 Jacob Rabinow’s company, Rabinow Engineering, designed a mechanical coding and sorting system for the U.S. Post Office. Based on similar work Rabinow had done previously for the Census Bureau, the system for the Post Office consisted of a conveyor belt cart designed to carry 12 envelopes in separate compartments. Each compartment in the cart was accompanied by an escort memory. The escort memory consisted of a shaft carrying a series of nylon code wheels. Each of the 134 wheels could move laterally into one of two positions. With this combination, more than 8000 (in decimal notation) binary numbers could be set. Twelve keyboard operators would read envelope addresses and set the positions of the code wheels. The wheels were supported on a track also composed of binary elements. When the encoded compartment hit the same encoded position on the track, the shaft dropped, triggering a door release in the compartment holding the envelope. The envelope then fell into the appropriate pocket. About 600 of the letter sorting machines were built and used by the Post Office. In later operations optical character recognition technology replaced the keyboard operators, and the mechanical escort memory was replaced by computer memory. Reference: Inventing for Fun and Profit. Jacob Rabinow. San Francisco Press, San Francisco, CA. (1990). pp. 100-138.
















































Fri Mar 07 15:10:27 EST 2014
[edit]-
 Mechanical building at NBS Pittsburgh laboratories
Mechanical building at NBS Pittsburgh laboratories -
 Kiln house at NBS Pittsburgh laboratories
Kiln house at NBS Pittsburgh laboratories -
 Main laboratory building at NBS Pittsburgh
Main laboratory building at NBS Pittsburgh -
 General view of NBS Pittsburgh laboratory buildings
General view of NBS Pittsburgh laboratory buildings




Fri Mar 07 15:01:29 EST 2014
[edit]-
 Using experimental plumbing systems such as the system pictured, NBS engineers made valuable data, including visual and motion picture records, available to code-writing bodies engaged in revision of obsolete plumbing codes.
Using experimental plumbing systems such as the system pictured, NBS engineers made valuable data, including visual and motion picture records, available to code-writing bodies engaged in revision of obsolete plumbing codes. -
 Extreme flow conditiona in the pictured dual )back to back) bathroom installation were obsereved following simultaneous flushing of water from all fixtures (drains, lower right, were attached to bathtubs, not pictured).
Extreme flow conditiona in the pictured dual )back to back) bathroom installation were obsereved following simultaneous flushing of water from all fixtures (drains, lower right, were attached to bathtubs, not pictured). -
 Hydraulic engineers at NBS cooperated with the Housing and Home Finance Agency's effort to develop a nationwide uniform plumbing code. To provide technical data on some of the problems involved, NBS erected in its Hydraulics Laboratory full-scale plumbing systems for one- and two-story duplex houses. These systems exactly duplicated ordinary home plubming except in one important respect- the pupes and fittings (pictured_ were made of transparent plastic. Research was directed toward solving some of the more controversial plubming problems, which were attested to by the variance in plumbing code requirements in municipalities throughout the United States. Motion pictures were made of the important tests so that local groups would have visual facts to work with when plumbing code revision was considered.
Hydraulic engineers at NBS cooperated with the Housing and Home Finance Agency's effort to develop a nationwide uniform plumbing code. To provide technical data on some of the problems involved, NBS erected in its Hydraulics Laboratory full-scale plumbing systems for one- and two-story duplex houses. These systems exactly duplicated ordinary home plubming except in one important respect- the pupes and fittings (pictured_ were made of transparent plastic. Research was directed toward solving some of the more controversial plubming problems, which were attested to by the variance in plumbing code requirements in municipalities throughout the United States. Motion pictures were made of the important tests so that local groups would have visual facts to work with when plumbing code revision was considered.



Fri Mar 07 14:54:32 EST 2014
[edit]-
 World War II ordnance testing and development
World War II ordnance testing and development -
 Guided missiles - The BAT, one of several guided missiles developed by NBS in cooperation with other agencies, shown mounted on a Navy torpedo bomber in flight. Note the folded tail fines which, when the BAT is released, would open into proper flight position.
Guided missiles - The BAT, one of several guided missiles developed by NBS in cooperation with other agencies, shown mounted on a Navy torpedo bomber in flight. Note the folded tail fines which, when the BAT is released, would open into proper flight position. -
 World War II ordnance testing and development
World War II ordnance testing and development -
 Radio proximity fuse at NBS proving ground at Blorsom Point
Radio proximity fuse at NBS proving ground at Blorsom Point -
 The reflectors consisted of three planes intersecting at right angles, each surface covered with galvanized wire screen. A radar signal striking any side was reflected back towards its source. The structure in the background, with metal screens stripped off to make it inoperative, was replaced by the triangular reflector in the foreground.
The reflectors consisted of three planes intersecting at right angles, each surface covered with galvanized wire screen. A radar signal striking any side was reflected back towards its source. The structure in the background, with metal screens stripped off to make it inoperative, was replaced by the triangular reflector in the foreground. -
 Harry Diamond (left), Chief of the Orgnance Development Division at NBS, shown holding the 81mm mortar shell with the mortar fuze, and Dr. Alexander Ellett, Chief of Division 4 of NRDC, shown holding the mortar fuze unmounted. Displayed left to right on the table: a ring-type bomb fize on a 260-pound fragmentation bomb, a rocket with the latest developed rocket fuze, a bar-type bomb mounted on a 260-pound fragmentation bomb, and a ring-type fuze on the 500-pound general purpose bomb.
Harry Diamond (left), Chief of the Orgnance Development Division at NBS, shown holding the 81mm mortar shell with the mortar fuze, and Dr. Alexander Ellett, Chief of Division 4 of NRDC, shown holding the mortar fuze unmounted. Displayed left to right on the table: a ring-type bomb fize on a 260-pound fragmentation bomb, a rocket with the latest developed rocket fuze, a bar-type bomb mounted on a 260-pound fragmentation bomb, and a ring-type fuze on the 500-pound general purpose bomb. -
 Harry Diamond (left), Chief of the Orgnance Development Division at NBS, shown holding the 81mm mortar shell with the mortar fuze, and Dr. Alexander Ellett, Chief of Division 4 of NRDC, shown holding the mortar fuze unmounted. Displayed left to right on the table: a ring-type bomb fize on a 260-pound fragmentation bomb, a rocket with the latest developed rocket fuze, a bar-type bomb mounted on a 260-pound fragmentation bomb, and a ring-type fuze on the 500-pound general purpose bomb.
Harry Diamond (left), Chief of the Orgnance Development Division at NBS, shown holding the 81mm mortar shell with the mortar fuze, and Dr. Alexander Ellett, Chief of Division 4 of NRDC, shown holding the mortar fuze unmounted. Displayed left to right on the table: a ring-type bomb fize on a 260-pound fragmentation bomb, a rocket with the latest developed rocket fuze, a bar-type bomb mounted on a 260-pound fragmentation bomb, and a ring-type fuze on the 500-pound general purpose bomb. -
 Measurements of direct current
Measurements of direct current -
 Radio proximity fuze
Radio proximity fuze -
 NBS proving ground at Fort Fisher, North Carolina
NBS proving ground at Fort Fisher, North Carolina -
 The Bat was the first fully automatic guided missile to be successfully used in combat. It was designed for use against enemy shipping, particularly against surfaced sumarines. The Bat's outstanding features were its self-guidance after release, its long range, high accuracy, low angle of flight, and its high payload.
The Bat was the first fully automatic guided missile to be successfully used in combat. It was designed for use against enemy shipping, particularly against surfaced sumarines. The Bat's outstanding features were its self-guidance after release, its long range, high accuracy, low angle of flight, and its high payload. -
 "Bat" oscillograph
"Bat" oscillograph -
 Guided missile on proving ground
Guided missile on proving ground -
 The "Bat" guided missile
The "Bat" guided missile -
 Ordnance research and development
Ordnance research and development -
 Ordnance field tests
Ordnance field tests -
 Ordnance field test
Ordnance field test -
 In field tests conducted at Fort Fisher, NC, rockets equipped with radio proximity fuses developed at NBS were loaded with a spotting charge and purposely fired so as to miss a mock-up plane target suspended about sixty feet above the ground. Pictured: a pictorial representation of the actual field results showing the location of the rocket bursts.
In field tests conducted at Fort Fisher, NC, rockets equipped with radio proximity fuses developed at NBS were loaded with a spotting charge and purposely fired so as to miss a mock-up plane target suspended about sixty feet above the ground. Pictured: a pictorial representation of the actual field results showing the location of the rocket bursts. -
 Ordnance field tests
Ordnance field tests -
 Personnel who directed the development of the BAT - (Left to right) Dr. H. K. Skramstad; R. C. Newhouse; Lt. Cmdr. Otho MacCracken; Capt. D. P. Tucker; Cmdr. L. P. Tabor; Dr. H. L. Dryden; W. H. A. Boyd; R. A. Lamm. Absent: Dr. P. R. Stout.
Personnel who directed the development of the BAT - (Left to right) Dr. H. K. Skramstad; R. C. Newhouse; Lt. Cmdr. Otho MacCracken; Capt. D. P. Tucker; Cmdr. L. P. Tabor; Dr. H. L. Dryden; W. H. A. Boyd; R. A. Lamm. Absent: Dr. P. R. Stout. -
 "Closed by order of the secretary of war" sign at the entrance to the NBS campus at Van Ness Street NW in Washington DC
"Closed by order of the secretary of war" sign at the entrance to the NBS campus at Van Ness Street NW in Washington DC -
 Section of target ship "Fleetwood" used in BAT guided missile testing
Section of target ship "Fleetwood" used in BAT guided missile testing -
 Early model of the servo unit for the BAT glider
Early model of the servo unit for the BAT glider -
 For test purposes, the missile carried a concrete "dummy" bomb.
For test purposes, the missile carried a concrete "dummy" bomb. -
 BAT homing missile just before making a direct hit on the target ship "Fleetwood" in preliminary flight tests
BAT homing missile just before making a direct hit on the target ship "Fleetwood" in preliminary flight tests -
 Diagram of proximity fuse layout
Diagram of proximity fuse layout -
 M168 (formerly T50) proximity fuse for bombs
M168 (formerly T50) proximity fuse for bombs -
 BAT guided missile attached to the wing of a plane
BAT guided missile attached to the wing of a plane -
 Once launched, the missile was completely self-controlled and automatically homed in on the selected target.
Once launched, the missile was completely self-controlled and automatically homed in on the selected target. -
 Once launched, the missile was completely self-controlled and automatically homed in on the selected target.
Once launched, the missile was completely self-controlled and automatically homed in on the selected target. -
 BAT guided missile attached to wing of plane
BAT guided missile attached to wing of plane -
 Dedication of the Harry Diamond Ordnance Laboratory
Dedication of the Harry Diamond Ordnance Laboratory -
 Photograph of ordnance technology with labelled components
Photograph of ordnance technology with labelled components -
 BAT guided missile
BAT guided missile -
 Eastman aerial camera Type K-24 station at Manteo with target ship "Fleetwood" in the background
Eastman aerial camera Type K-24 station at Manteo with target ship "Fleetwood" in the background -
 BAT guided missile in flight
BAT guided missile in flight -
 Spherical ordnance apparatus
Spherical ordnance apparatus -
 Wooden model of BAT guided missile
Wooden model of BAT guided missile -
 "Fleetwood" target ship used in testing of the BAT guided missile
"Fleetwood" target ship used in testing of the BAT guided missile -
 Shown: two Eastman aerial cameras, type K-24, mounted to permit tracking of the gliding BAT missile. Two-way radio communication kept the operator informed of activities and in the air.
Shown: two Eastman aerial cameras, type K-24, mounted to permit tracking of the gliding BAT missile. Two-way radio communication kept the operator informed of activities and in the air. -
 BAT guided missile
BAT guided missile -
 BAT guided missile
BAT guided missile -
 "Petrel" guided missile assembly
"Petrel" guided missile assembly -
 "Petrel" guided missile mounted to the wing of a plane (color)
"Petrel" guided missile mounted to the wing of a plane (color) -
 "Petrel" guided missile mounted to the wing of a plane (color)
"Petrel" guided missile mounted to the wing of a plane (color) -
 "Petrel" guided missile mounted to the wing of P2V-68 at Chincoteague, VA
"Petrel" guided missile mounted to the wing of P2V-68 at Chincoteague, VA -
 The "Pelican" was developed concurrently with the "Bat" by NBS, the Navy Bureau of Ordnance, and the MIT Radiation Laboratory. The "Pelican" is shown with instrumentation for field testing. Directly beneath the wing, shown in the photo, was mounted a 16mm Bell and Howell Type M-4A gun sight aiming point camera. Slightly forward and lower was mounted a 16mm Cine Kodak Model E camera. The housing on the nose covered a panel of signal lamps indicating the application of radar controls. The cameras simultaneously photographed the panel and the ground ahead of the glider.
The "Pelican" was developed concurrently with the "Bat" by NBS, the Navy Bureau of Ordnance, and the MIT Radiation Laboratory. The "Pelican" is shown with instrumentation for field testing. Directly beneath the wing, shown in the photo, was mounted a 16mm Bell and Howell Type M-4A gun sight aiming point camera. Slightly forward and lower was mounted a 16mm Cine Kodak Model E camera. The housing on the nose covered a panel of signal lamps indicating the application of radar controls. The cameras simultaneously photographed the panel and the ground ahead of the glider. -
 The "Pelican" was developed concurrently with the "Bat" by NBS, the Navy Bureau of Ordnance, and the MIT Radiation Laboratory. The "Pelican" is shown with instrumentation for field testing. Directly beneath the wing, shown in the photo, was mounted a 16mm Bell and Howell Type M-4A gun sight aiming point camera. Slightly forward and lower was mounted a 16mm Cine Kodak Model E camera. The housing on the nose covered a panel of signal lamps indicating the application of radar controls. The cameras simultaneously photographed the panel and the ground ahead of the glider.
The "Pelican" was developed concurrently with the "Bat" by NBS, the Navy Bureau of Ordnance, and the MIT Radiation Laboratory. The "Pelican" is shown with instrumentation for field testing. Directly beneath the wing, shown in the photo, was mounted a 16mm Bell and Howell Type M-4A gun sight aiming point camera. Slightly forward and lower was mounted a 16mm Cine Kodak Model E camera. The housing on the nose covered a panel of signal lamps indicating the application of radar controls. The cameras simultaneously photographed the panel and the ground ahead of the glider. -
 Radar equipment carried by the "Pelican" - it carried only receiving radio equipment, the transmitter carried instead on the "mother" plane.
Radar equipment carried by the "Pelican" - it carried only receiving radio equipment, the transmitter carried instead on the "mother" plane. -
 The "Pelican" carried only receiving radio equipment, the transmitter carried instead on the "mother" plane.
The "Pelican" carried only receiving radio equipment, the transmitter carried instead on the "mother" plane. -
 (front row) W. S. Hinman, Jr.; Lt. E. W. Arant; Lt. C. E. White; Maj. J. S. Ellerby; Dr. A. V. Astinl H. Diamond; Capt. W. G. Finch; Maj. N. S. Butz; Capt. S. Beamer; Capt. J. J. Danaher, Jr.; Lt. M. W. Carroll; Lt. B. F. Neider; Dr. C. Brunetti. (middle row) PFC F. N. Bellew; T/4 J. R. Maxwell; Pvt. M. B. Weiss; PFC R. S. Melsheimer; T/5 T. W. Crawford; T/5 R. C. Stillinger; T/5 J. I. Brown, Jr.; T/5 J. P. Licata; T/5 C. A. Barrett; T/5 R. L. Thomas; T/5 E. C. Hittle; T/5 T. W. Kurtz; PC R. G. Vernon; T/4 E. Furlani. (back row) PFC P. Miller; T/3 R. L. Van Antwerp; T/4 R. M. Ohlenkamp; T/4 C. N. Larson; T/4 T. C. Steffen; T/5 P. L. Cutler; T/4 H. L. Pringle; T/5 W. Wiehe; T/4 B. F. Louden; PFC W. L. Brooks; T/5 R. H. Butterfield; T/5 D. M. Biberman; T/4 V. S. Underkoffler; T/4 C. D. Wahlberg.
(front row) W. S. Hinman, Jr.; Lt. E. W. Arant; Lt. C. E. White; Maj. J. S. Ellerby; Dr. A. V. Astinl H. Diamond; Capt. W. G. Finch; Maj. N. S. Butz; Capt. S. Beamer; Capt. J. J. Danaher, Jr.; Lt. M. W. Carroll; Lt. B. F. Neider; Dr. C. Brunetti. (middle row) PFC F. N. Bellew; T/4 J. R. Maxwell; Pvt. M. B. Weiss; PFC R. S. Melsheimer; T/5 T. W. Crawford; T/5 R. C. Stillinger; T/5 J. I. Brown, Jr.; T/5 J. P. Licata; T/5 C. A. Barrett; T/5 R. L. Thomas; T/5 E. C. Hittle; T/5 T. W. Kurtz; PC R. G. Vernon; T/4 E. Furlani. (back row) PFC P. Miller; T/3 R. L. Van Antwerp; T/4 R. M. Ohlenkamp; T/4 C. N. Larson; T/4 T. C. Steffen; T/5 P. L. Cutler; T/4 H. L. Pringle; T/5 W. Wiehe; T/4 B. F. Louden; PFC W. L. Brooks; T/5 R. H. Butterfield; T/5 D. M. Biberman; T/4 V. S. Underkoffler; T/4 C. D. Wahlberg. -
 (Left to right) Dr. H. K. Skramstad; R. C. Newhouse; Lt. Cmdr. Otho MacCracken; Capt. D. P. Tucker; Cmdr. L. P. Tabor; Dr. H. L. Dryden; W. H. A. Boyd; R. A. Lamm. Absent: Dr. P. R. Stout.
(Left to right) Dr. H. K. Skramstad; R. C. Newhouse; Lt. Cmdr. Otho MacCracken; Capt. D. P. Tucker; Cmdr. L. P. Tabor; Dr. H. L. Dryden; W. H. A. Boyd; R. A. Lamm. Absent: Dr. P. R. Stout. -
 “Senior Staff Members of the Ordnance Development Division, National Bureau of Standards”
“Senior Staff Members of the Ordnance Development Division, National Bureau of Standards” -
 "Petrel" guided missile
"Petrel" guided missile -
 The dimensions of this fuse, excluding the whip antenna and battery (not pictured) were 14" in length and 3.5" in diameter. In contrast, the later NBS-developed generator-powered proximity fuse for mortars measured only 4.75" in length with an overall diameter of 2".
The dimensions of this fuse, excluding the whip antenna and battery (not pictured) were 14" in length and 3.5" in diameter. In contrast, the later NBS-developed generator-powered proximity fuse for mortars measured only 4.75" in length with an overall diameter of 2".






















































Fri Mar 07 14:14:07 EST 2014
[edit]-
 Operations in glass plant
Operations in glass plant -
 A group of five large pieces of glass averaging nearly 1000 lbs each in weight shown here. Although the glass was two feet thick, it was possible to see distinctly through it. Window glass of this thickness would be almost opaque. These pieces would be inspected carefully before they were cut, in order to save the largest possible piece of good glass.
A group of five large pieces of glass averaging nearly 1000 lbs each in weight shown here. Although the glass was two feet thick, it was possible to see distinctly through it. Window glass of this thickness would be almost opaque. These pieces would be inspected carefully before they were cut, in order to save the largest possible piece of good glass. -
 The large disk in the center of the photo was one of three twelve-inch planes in NBS' possession. They were rated as one0tenth of a wavelength of a true plane, but in equal temperature two of them showed practically no error. Disks for five-inch objectives with twenty and one-half inch focal lengths were cut from squares as shown in the top of the picture. Although of such short focal length to aperture both chromatic and spherical abberations were fully corrected. The curves used were an adaption of hte Tuttron formula and the glass was of NBS crown and flint. Also shown in the image: smaller samples of NBS optical class and workmanship.
The large disk in the center of the photo was one of three twelve-inch planes in NBS' possession. They were rated as one0tenth of a wavelength of a true plane, but in equal temperature two of them showed practically no error. Disks for five-inch objectives with twenty and one-half inch focal lengths were cut from squares as shown in the top of the picture. Although of such short focal length to aperture both chromatic and spherical abberations were fully corrected. The curves used were an adaption of hte Tuttron formula and the glass was of NBS crown and flint. Also shown in the image: smaller samples of NBS optical class and workmanship. -
 NBS glass operations
NBS glass operations -
 NBS glass operations
NBS glass operations -
 NBS glass operations
NBS glass operations -
 NBS glass operations
NBS glass operations -
 Manufacturing of optical glass
Manufacturing of optical glass -
 Inscription (in French) reads: Machine a Lacelets propre a elever L'Eau d'une Source, pour la decoration d'un Jardin. Caption: Echelle des figures de cette planche.
Inscription (in French) reads: Machine a Lacelets propre a elever L'Eau d'une Source, pour la decoration d'un Jardin. Caption: Echelle des figures de cette planche. -
 NBS glass operations
NBS glass operations -
 NBS optical glass operations
NBS optical glass operations -
 Rare specimen of optical quality quartz
Rare specimen of optical quality quartz -
 Experimental glass tank
Experimental glass tank -
 Production of optical glass operation schematic
Production of optical glass operation schematic -
 A 777 LBC off color B 776 1.6.2 flint C 775 1.6.5 flint , note dark live __ pot bottom, corrosion on ___ D 771 E 772 1.6.2 flint F 774 1.6.5 flint G probably B.S.C. H probably B.S.C. I B.S.C.
A 777 LBC off color B 776 1.6.2 flint C 775 1.6.5 flint , note dark live __ pot bottom, corrosion on ___ D 771 E 772 1.6.2 flint F 774 1.6.5 flint G probably B.S.C. H probably B.S.C. I B.S.C. -
 NBS optical glass operations
NBS optical glass operations -
 NBS glass operations
NBS glass operations -
 NBS optical glass
NBS optical glass -
 NBS optical glass sample
NBS optical glass sample -
 The large disk in the center of the photo was one of three twelve-inch planes in NBS' possession. They were rated as one0tenth of a wavelength of a true plane, but in equal temperature two of them showed practically no error. Disks for five-inch objectives with twenty and one-half inch focal lengths were cut from squares as shown in the top of the picture. Although of such short focal length to aperture both chromatic and spherical abberations were fully corrected. The curves used were an adaption of hte Tuttron formula and the glass was of NBS crown and flint. Also shown in the image: smaller samples of NBS optical class and workmanship.
The large disk in the center of the photo was one of three twelve-inch planes in NBS' possession. They were rated as one0tenth of a wavelength of a true plane, but in equal temperature two of them showed practically no error. Disks for five-inch objectives with twenty and one-half inch focal lengths were cut from squares as shown in the top of the picture. Although of such short focal length to aperture both chromatic and spherical abberations were fully corrected. The curves used were an adaption of hte Tuttron formula and the glass was of NBS crown and flint. Also shown in the image: smaller samples of NBS optical class and workmanship. -
 Experimental optical glasses were melted in an electric furnace in a platinum crucible of 15 pounds capacity. Temperatures as high as 1500 degrees Celsius were required for some glasses. The operator is shown filling the crucible inside the furnace. After the charge was melted, it was stirred with a rotating platinum-rhodium "spoon" to produce a homogenous glass of the highest quality. The molten glass was then poured into an alloy steel mold to produce a plate of glass of the desired thickness. The plate was then cut into pieces of the desired sizes for processing into optical elements for new instruments that were being developed for the U. S. Navy.
Experimental optical glasses were melted in an electric furnace in a platinum crucible of 15 pounds capacity. Temperatures as high as 1500 degrees Celsius were required for some glasses. The operator is shown filling the crucible inside the furnace. After the charge was melted, it was stirred with a rotating platinum-rhodium "spoon" to produce a homogenous glass of the highest quality. The molten glass was then poured into an alloy steel mold to produce a plate of glass of the desired thickness. The plate was then cut into pieces of the desired sizes for processing into optical elements for new instruments that were being developed for the U. S. Navy. -
 Molten glass was allowed to cool in a clay pot, which was then chipped away to reach the solid glass
Molten glass was allowed to cool in a clay pot, which was then chipped away to reach the solid glass -
 Casting clay pots - At this time, P. H. Bates was acting Chief of the Ceramics Division. The development of the technique and actual production of glass pots of purity and quality essential in making the highest grades of optical glass were outstanding contributions by NBS to the establishment of the American optical glass industry.
Casting clay pots - At this time, P. H. Bates was acting Chief of the Ceramics Division. The development of the technique and actual production of glass pots of purity and quality essential in making the highest grades of optical glass were outstanding contributions by NBS to the establishment of the American optical glass industry. -
 Construction and operation of preheating furnaces for optical glass
Construction and operation of preheating furnaces for optical glass -
 Partially-built preheating furnace
Partially-built preheating furnace -
 Preheating furnaces for optical glass
Preheating furnaces for optical glass -
 Casting 70-inch disk ofoptical glass- front view of furnace, showing pot after removal of glass
Casting 70-inch disk ofoptical glass- front view of furnace, showing pot after removal of glass -
 Part of optical glass operations
Part of optical glass operations -
 Completed preheating furnace
Completed preheating furnace -
 Mr. Clacey's glassworking shop in South Building
Mr. Clacey's glassworking shop in South Building -
 Serving glass into the mold
Serving glass into the mold -
 Operations in glass plant
Operations in glass plant
































Thu Mar 06 15:44:39 EST 2014
[edit]-
 Project Tinkertoy facility - "Code-named Project Tinkertoy, the major objective of the program was the design and construction of a pilot plant compatable with the principles of modular design and mechanized production of electronics, or MDE and MPE. NBS intended to develop a process for automated manufacture of electronic equipment and to demonstratr it on a pilot production line.
Project Tinkertoy facility - "Code-named Project Tinkertoy, the major objective of the program was the design and construction of a pilot plant compatable with the principles of modular design and mechanized production of electronics, or MDE and MPE. NBS intended to develop a process for automated manufacture of electronic equipment and to demonstratr it on a pilot production line. -
 Project Tinkertoy apparatus
Project Tinkertoy apparatus -
 Project Tinkertoy apparatus
Project Tinkertoy apparatus -
 Project Tinkertoy apparatus
Project Tinkertoy apparatus -
 Project Tinkertoy apparatus
Project Tinkertoy apparatus -
 Project Tinkertoy apparatus
Project Tinkertoy apparatus -
 Project Tinkertoy apparatus
Project Tinkertoy apparatus -
 Project Tinkertoy apparatus
Project Tinkertoy apparatus -
 Project Tinkertoy module tester
Project Tinkertoy module tester -
 Project Tinkertoy apparatus
Project Tinkertoy apparatus -
 Project Tinkertoy apparatus
Project Tinkertoy apparatus -
 Project Tinkertoy module wafers
Project Tinkertoy module wafers -
 Project Tinkertoy module wafers
Project Tinkertoy module wafers -
 Project Tinkertoy apparatus
Project Tinkertoy apparatus -
 Project Tinkertoy apparatus
Project Tinkertoy apparatus -
 Project Tinkertoy module wafers and other components
Project Tinkertoy module wafers and other components -
 Project Tinkertoy module wafers
Project Tinkertoy module wafers -
 Project Tinkertoy module
Project Tinkertoy module -
 Project Tinkertoy module
Project Tinkertoy module -
 Typical dual base plate assembly hydrophone AGC
Typical dual base plate assembly hydrophone AGC -
 Typical dual base plate assembly hydrophone AGC
Typical dual base plate assembly hydrophone AGC -
 Project Tinkertoy module apparatus
Project Tinkertoy module apparatus -
 Project Tinkertoy module apparatus
Project Tinkertoy module apparatus -
 Typical dual base plate assembly hydrophone AGC
Typical dual base plate assembly hydrophone AGC -
 Typical dual base plate assembly hydrophone AGC
Typical dual base plate assembly hydrophone AGC -
 Project Tinkertoy module with wafers
Project Tinkertoy module with wafers -
 Project Tinkertoy module
Project Tinkertoy module -
 Project Tinkertoy materials
Project Tinkertoy materials -
 Robert L. Henry, Project Tinkertoy leader, adjusting a stencil screen mounting on the MPE wafer pattern printer
Robert L. Henry, Project Tinkertoy leader, adjusting a stencil screen mounting on the MPE wafer pattern printer -
 Robert L. Henry with Project Tinkertoy MPE machine
Robert L. Henry with Project Tinkertoy MPE machine -
![From spools of tape resistor from refrigerator and wafers from pattern tester to module assembler [diagram]](https://upload.wikimedia.org/wikipedia/commons/thumb/0/00/ProjectTinkertoy_031.jpg/120px-ProjectTinkertoy_031.jpg) From spools of tape resistor from refrigerator and wafers from pattern tester to module assembler [diagram]
From spools of tape resistor from refrigerator and wafers from pattern tester to module assembler [diagram] -
![From watter pattern inspector and capacity inspector to module assembler [diagram]](https://upload.wikimedia.org/wikipedia/commons/thumb/a/a9/ProjectTinkertoy_032.jpg/120px-ProjectTinkertoy_032.jpg) From watter pattern inspector and capacity inspector to module assembler [diagram]
From watter pattern inspector and capacity inspector to module assembler [diagram] -
![From titanate-body storage to surface tinner [diagram]](https://upload.wikimedia.org/wikipedia/commons/thumb/f/f1/ProjectTinkertoy_033.jpg/120px-ProjectTinkertoy_033.jpg) From titanate-body storage to surface tinner [diagram]
From titanate-body storage to surface tinner [diagram] -
![From wafer-loading to plate hand assembly [diagram]](https://upload.wikimedia.org/wikipedia/commons/thumb/2/22/ProjectTinkertoy_034.jpg/120px-ProjectTinkertoy_034.jpg) From wafer-loading to plate hand assembly [diagram]
From wafer-loading to plate hand assembly [diagram] -
![From raw materials to storage [diagram]](https://upload.wikimedia.org/wikipedia/commons/thumb/e/e8/ProjectTinkertoy_035.jpg/120px-ProjectTinkertoy_035.jpg) From raw materials to storage [diagram]
From raw materials to storage [diagram] -
![From steatite storage to tube socket assembler; surface tinner; special components; or resistor-tape applicator [diagram]](https://upload.wikimedia.org/wikipedia/commons/thumb/c/c9/ProjectTinkertoy_036.jpg/120px-ProjectTinkertoy_036.jpg) From steatite storage to tube socket assembler; surface tinner; special components; or resistor-tape applicator [diagram]
From steatite storage to tube socket assembler; surface tinner; special components; or resistor-tape applicator [diagram] -
![From raw materials to plate assembly [diagram]](https://upload.wikimedia.org/wikipedia/commons/thumb/f/f0/ProjectTinkertoy_037.jpg/120px-ProjectTinkertoy_037.jpg) From raw materials to plate assembly [diagram]
From raw materials to plate assembly [diagram] -
![From raw materials to storage [diagram]](https://upload.wikimedia.org/wikipedia/commons/thumb/1/1b/ProjectTinkertoy_038.jpg/120px-ProjectTinkertoy_038.jpg) From raw materials to storage [diagram]
From raw materials to storage [diagram] -
 Project Tinkertoy apparatus
Project Tinkertoy apparatus -
 Project Tinkertoy soldering operation - Three pairs of wires are guided into three notches on opposite sides of the stacked wafers. Soldering irons, shaped to engage only the wafer notches, automatically bond the riser wires to the module.
Project Tinkertoy soldering operation - Three pairs of wires are guided into three notches on opposite sides of the stacked wafers. Soldering irons, shaped to engage only the wafer notches, automatically bond the riser wires to the module. -
 Project Tinkertoy module
Project Tinkertoy module -
 Project Tinkertoy module
Project Tinkertoy module -
 Copies of modular work sheets
Copies of modular work sheets -
 Project Tinkertoy facility
Project Tinkertoy facility -
 Project Tinkertoy assembly line
Project Tinkertoy assembly line -
 Conventional resistors, capacitors, and coils are replaced by wafer-mounted tape resistors, titanate capacitors, and miniaturized coils. The wafers are then assembled skyscraper fashion to form the MDE module.
Conventional resistors, capacitors, and coils are replaced by wafer-mounted tape resistors, titanate capacitors, and miniaturized coils. The wafers are then assembled skyscraper fashion to form the MDE module. -
 The colst of this unit (top), constructed in large numbers by conventional manual techniques employing conventional component parts, was compared with the costs of producing it by the manual techniques of Modular Design of Electronics (MDE) and by the Mechanized Production of Electronics (MPE). The inverted unit (center) illustrates the rat's nest of wires and parts required in conventional construction. The bottom unit is the modularized version.
The colst of this unit (top), constructed in large numbers by conventional manual techniques employing conventional component parts, was compared with the costs of producing it by the manual techniques of Modular Design of Electronics (MDE) and by the Mechanized Production of Electronics (MPE). The inverted unit (center) illustrates the rat's nest of wires and parts required in conventional construction. The bottom unit is the modularized version. -
 Project Tinkertoy facility
Project Tinkertoy facility -
 Examples of conventional electronic units before redesign (top) and after redesign for mechanized production (bottom)
Examples of conventional electronic units before redesign (top) and after redesign for mechanized production (bottom) -
 Project Tinkertoy modules with wafers
Project Tinkertoy modules with wafers -
 Woman using the resistor value tester
Woman using the resistor value tester -
 Resistor value tester
Resistor value tester -
 Project Tinkertoy unit containing modules with wafers
Project Tinkertoy unit containing modules with wafers -
 Project Tinkertoy unit
Project Tinkertoy unit -
 Project Tinkertoy sifter
Project Tinkertoy sifter -
 Examples of Project Tinkertoy modules
Examples of Project Tinkertoy modules -
 Controls of the resistor value tester, including gauges for bridge balance, thyratron current, and bridge voltage
Controls of the resistor value tester, including gauges for bridge balance, thyratron current, and bridge voltage -
 Project Tinkertoy apparatus
Project Tinkertoy apparatus -
 Dual pressure press
Dual pressure press -
 Project Tinkertoy apparatuses
Project Tinkertoy apparatuses -
 Project Tinkertoy appararus utilizing module wafers
Project Tinkertoy appararus utilizing module wafers -
 Project Tinkertoy facility
Project Tinkertoy facility -
 Tube pin connector press
Tube pin connector press -
 Project Tinkertoy apparatus
Project Tinkertoy apparatus -
 Project Tinkertoy unit containing modules with wafers
Project Tinkertoy unit containing modules with wafers -
 Project Tinkertoy unit containing modules with wafers
Project Tinkertoy unit containing modules with wafers -
 Project Tinkertoy unit containing modules with wafers
Project Tinkertoy unit containing modules with wafers -
 Project Tinkertoy unit containing modules with wafers
Project Tinkertoy unit containing modules with wafers -
 Examples of Project Tinkertoy modules with wafers
Examples of Project Tinkertoy modules with wafers -
 Example of Project Tinkertoy modules with wafers (left) with a battery (right) included for scale
Example of Project Tinkertoy modules with wafers (left) with a battery (right) included for scale -
 Project Tinkertoy apparatus
Project Tinkertoy apparatus -
 Project Tinkertoy apparatus
Project Tinkertoy apparatus -
 Project Tinkertoy apparatus
Project Tinkertoy apparatus -
 Project Tinkertoy apparatus
Project Tinkertoy apparatus -
 Universal motor
Universal motor -
 Project Tinkertoy apparatus with transformers
Project Tinkertoy apparatus with transformers -
 Closeup view of Project Tinkertoy apparatus utilizing module with wafers
Closeup view of Project Tinkertoy apparatus utilizing module with wafers -
 Project Tinkertoy apparatus
Project Tinkertoy apparatus -
 Universal motor
Universal motor -
 Project Tinkertoy module with wafers
Project Tinkertoy module with wafers






























![From titanate-body storage to surface tinner [diagram]](/wiki/File:ProjectTinkertoy_033.jpg)
![From wafer-loading to plate hand assembly [diagram]](/wiki/File:ProjectTinkertoy_034.jpg)
![From raw materials to storage [diagram]](/wiki/File:ProjectTinkertoy_035.jpg)
![From raw materials to plate assembly [diagram]](/wiki/File:ProjectTinkertoy_037.jpg)
![From raw materials to storage [diagram]](/wiki/File:ProjectTinkertoy_038.jpg)










































Thu Mar 06 14:28:55 EST 2014
[edit]-
 High-speed air turbine dental drill
High-speed air turbine dental drill -
 Measuring dental dimensions
Measuring dental dimensions -
 Chemical research in dental research
Chemical research in dental research -
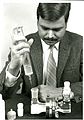
-
 Dr. Raphael L. Bowen, director of the American Dental Association Health Foundation (ADAHF) Paffenbarger Research Center (PRC) at NBS, consults with a volunteer patient in the center's 5-year clinical trial of an adhesive material to bond composite restorations to dentin and enamel. Bowen, who invented a dental resin known as BIS-GMA, also is developing glass inserts for composite restorations which will improve their wear resistance and reduce leakage around such restorations.
Dr. Raphael L. Bowen, director of the American Dental Association Health Foundation (ADAHF) Paffenbarger Research Center (PRC) at NBS, consults with a volunteer patient in the center's 5-year clinical trial of an adhesive material to bond composite restorations to dentin and enamel. Bowen, who invented a dental resin known as BIS-GMA, also is developing glass inserts for composite restorations which will improve their wear resistance and reduce leakage around such restorations. -
 Dr. Walter E. Brown (left), Director Emeritus of the American Dental Association Health Foundation (ADAHF) Paffenbarger Research Center (PRC) at NBS, and Dr. Laurence C. chow, chief research scientist of the PRC dental chemistry program, experiment with calcium phosphate powders. The material can be shaped into prosthetic devices, applied to tooth surfaces to promote remineralization, or used as a setting cement with many applications in dentistry. In medicine, the material has applications in dentistry. In medicine, the material has potential as a bone cement to set prosthetic knee and hip implant devices.
Dr. Walter E. Brown (left), Director Emeritus of the American Dental Association Health Foundation (ADAHF) Paffenbarger Research Center (PRC) at NBS, and Dr. Laurence C. chow, chief research scientist of the PRC dental chemistry program, experiment with calcium phosphate powders. The material can be shaped into prosthetic devices, applied to tooth surfaces to promote remineralization, or used as a setting cement with many applications in dentistry. In medicine, the material has applications in dentistry. In medicine, the material has potential as a bone cement to set prosthetic knee and hip implant devices. -
 Curtis Mabie, Chief of the Division of Dental Ceramics
Curtis Mabie, Chief of the Division of Dental Ceramics -
 Dr. Mathai Mathew
Dr. Mathai Mathew -
 Close-up of NBS dental comparator showing device for recording the path of the guide point as it traces the contour of a dental impression.
Close-up of NBS dental comparator showing device for recording the path of the guide point as it traces the contour of a dental impression. -
 Detail of NBS dental comparator showing the variable parallelogram, or pantograph. The guide pointer (left) is permanently positioned while the indicator pointer is capable of vertical movement. The dial indicator (right) indicates the difference in height of the surface traced by the indicator in relation to that traced by the guide. The larger dial indicator registers the change in shape of the parallelogram. The lock plate (right) holds the parallelogram in a definite forward-backward position while measurements are being made.
Detail of NBS dental comparator showing the variable parallelogram, or pantograph. The guide pointer (left) is permanently positioned while the indicator pointer is capable of vertical movement. The dial indicator (right) indicates the difference in height of the surface traced by the indicator in relation to that traced by the guide. The larger dial indicator registers the change in shape of the parallelogram. The lock plate (right) holds the parallelogram in a definite forward-backward position while measurements are being made. -
 Dental comparator developed at National Bureau of Standards. The accuracy of the denture at right is determined by comparison to the master impression from which it was made. The operator moves the buide pointer over a vertical cross section. Any difference in height between the contours is detected by the pointer at right and indicated on the dial gage above it. A second dial gage, affixed to a diagonal of the pantograph, indicates any lateral movement between two readings of the same contour.
Dental comparator developed at National Bureau of Standards. The accuracy of the denture at right is determined by comparison to the master impression from which it was made. The operator moves the buide pointer over a vertical cross section. Any difference in height between the contours is detected by the pointer at right and indicated on the dial gage above it. A second dial gage, affixed to a diagonal of the pantograph, indicates any lateral movement between two readings of the same contour. -
 Panoramic x-ray
Panoramic x-ray -
 Impact tests on plastics : falling ball impact test on plastic serving tray
Impact tests on plastics : falling ball impact test on plastic serving tray -
 One of the tests made on plastics at the National Bureau of Standards is the determination of resistance to weathering. The transparent plastic specimens shown are being submitted to a 240-hour accelerated weathering test approximately equal to one year of outdoor exposure in Washington, DC. During this test, specimens are alternately exposed to radiation from a sunlamp (200 hours) and to water in the form of a mist (20 two-hour periods). The effects of weathering on transparent materials are determined by measuring the changes in light transmission and the increase in haze. In many cases materials with known resistance to weathering are tested at the same time as new materials for control purposes. This method of test is used to evaluate plastic materials for actual use, new plastics, experimental materials, and the effects of compounding ingredients.
One of the tests made on plastics at the National Bureau of Standards is the determination of resistance to weathering. The transparent plastic specimens shown are being submitted to a 240-hour accelerated weathering test approximately equal to one year of outdoor exposure in Washington, DC. During this test, specimens are alternately exposed to radiation from a sunlamp (200 hours) and to water in the form of a mist (20 two-hour periods). The effects of weathering on transparent materials are determined by measuring the changes in light transmission and the increase in haze. In many cases materials with known resistance to weathering are tested at the same time as new materials for control purposes. This method of test is used to evaluate plastic materials for actual use, new plastics, experimental materials, and the effects of compounding ingredients. -
 Impact tests on plastics : falling ball impact test on flat sheet
Impact tests on plastics : falling ball impact test on flat sheet -
 Schematic of synthetic rubber manufacturing
Schematic of synthetic rubber manufacturing -
 For mixing rubber compounds of definite composition to be used in a study of the physical properties, and to check methods of chemical analysis and to develop standards of quality. Compounds to be mixed also to determine the effect of various fillers and accelerators and also for the purpose of determining the presence of various chemicals upon analysis of the same.
For mixing rubber compounds of definite composition to be used in a study of the physical properties, and to check methods of chemical analysis and to develop standards of quality. Compounds to be mixed also to determine the effect of various fillers and accelerators and also for the purpose of determining the presence of various chemicals upon analysis of the same.

















Thu Mar 06 14:04:11 EST 2014
[edit]-
 Preliminary roasting at a moderate temperature is the first step in the hydrochloric acid process developed at the National Bureau of Standards for the production of aluminum from clay. The powdered clay is stirred by rabble arms (visible within the furnace door) as it passes downward in the triple-hearth Wedge furnace. Roasting increases the solubility of the alumina content so that it may be dissolved out with dilute hydrochloric acid and thus separated from the silicon, which remains as silica, insoluble in acid.
Preliminary roasting at a moderate temperature is the first step in the hydrochloric acid process developed at the National Bureau of Standards for the production of aluminum from clay. The powdered clay is stirred by rabble arms (visible within the furnace door) as it passes downward in the triple-hearth Wedge furnace. Roasting increases the solubility of the alumina content so that it may be dissolved out with dilute hydrochloric acid and thus separated from the silicon, which remains as silica, insoluble in acid. -
 The second step in the hydrochloric acid process for the production of alumina from clay as carried out in the pilot plant constructed at the National Bureau of Standards to test the process. The digester is shown, in which, after preliminary roasting, the clay is stirred with hot dilute hydrochloride acid until soluble material is dissolved. Thus the aluminum content is dissolved out as alumina, whereas the silicon remains as insoluble silica.
The second step in the hydrochloric acid process for the production of alumina from clay as carried out in the pilot plant constructed at the National Bureau of Standards to test the process. The digester is shown, in which, after preliminary roasting, the clay is stirred with hot dilute hydrochloride acid until soluble material is dissolved. Thus the aluminum content is dissolved out as alumina, whereas the silicon remains as insoluble silica. -
 After all soluble material in the clay has been dissolved in hydrochloric acid, the insoluble material, largely silica sludge, is removed in the filter press (above). The filter cake is blown dry with compressed air and washed with water. The acid filtrate and washings are then evaporated in a still to smaller volume, so that less hydrochloric acid gas will be required for eventual precipitation of hte aluminim as the hydrated chloride. Note the glass piping (upper right) used because of the corrosive effect of acid vapors on metal. The hydrochloric acid process for the production of alumina from was developed at the National Bureau of Standards during the war, when bauxite imports were cut off and it became necessary to utilize domestic sources of aluminum.
After all soluble material in the clay has been dissolved in hydrochloric acid, the insoluble material, largely silica sludge, is removed in the filter press (above). The filter cake is blown dry with compressed air and washed with water. The acid filtrate and washings are then evaporated in a still to smaller volume, so that less hydrochloric acid gas will be required for eventual precipitation of hte aluminim as the hydrated chloride. Note the glass piping (upper right) used because of the corrosive effect of acid vapors on metal. The hydrochloric acid process for the production of alumina from was developed at the National Bureau of Standards during the war, when bauxite imports were cut off and it became necessary to utilize domestic sources of aluminum. -
 Photograph of lower portion of the precipitator used in the pilot plant at the National Bureau of Standards for the extraction of alumina from clay. The solution obtained from digestion of the clay in hydrochloric acid, with insoluble silica removed, enters a large tank (lower center). The contents of the tank are pumped to the top of a nine-foot tower, the base of which is shown above the tank, and then allowed to fall against a stream of hydrochloric acid gas entering at the bottom of the tower, with resultant precipitation of aluminum as hydrated aluminum chloride.
Photograph of lower portion of the precipitator used in the pilot plant at the National Bureau of Standards for the extraction of alumina from clay. The solution obtained from digestion of the clay in hydrochloric acid, with insoluble silica removed, enters a large tank (lower center). The contents of the tank are pumped to the top of a nine-foot tower, the base of which is shown above the tank, and then allowed to fall against a stream of hydrochloric acid gas entering at the bottom of the tower, with resultant precipitation of aluminum as hydrated aluminum chloride. -
 The final step in the production of alumina from clay in the pilot plant at the National Bureau of Standards is the conversion of hydrated aluminum chloride to alumina by calcination. The aluminum chloride crystals are fed into the hopper at the top of the 20-foot Herreshoff furnace and are stirred constantly by rabble arms as they pass downward over the heated hearths.
The final step in the production of alumina from clay in the pilot plant at the National Bureau of Standards is the conversion of hydrated aluminum chloride to alumina by calcination. The aluminum chloride crystals are fed into the hopper at the top of the 20-foot Herreshoff furnace and are stirred constantly by rabble arms as they pass downward over the heated hearths. -
 The alumina emerging from the bottom of the furnace (fig. 7) is removed by a vibrating conveyer so arranged that the lower end of the 6-inch glass outlet pipe is always filled with the oxide. Thus air is prevented from entering the furnace and diluting the hydrochloric acid gas issuing from the top, which is used again in the process.
The alumina emerging from the bottom of the furnace (fig. 7) is removed by a vibrating conveyer so arranged that the lower end of the 6-inch glass outlet pipe is always filled with the oxide. Thus air is prevented from entering the furnace and diluting the hydrochloric acid gas issuing from the top, which is used again in the process. -
 Close-up of the vibration-responsive automatic stopping device recently developed at the National Bureau of Standards for use with fatigue-testing machines. A steel ball is balanced on a three-pronged pedestal, which is fastened to one of the testing machine bearing boxes at a point near the test specimen. When a crack begins to form in the specimen, vibration increases. Shaken from its pedestal by the vibration, the steel ball closes an elecrical circuit, thus actuating a relay and stopping the machine.
Close-up of the vibration-responsive automatic stopping device recently developed at the National Bureau of Standards for use with fatigue-testing machines. A steel ball is balanced on a three-pronged pedestal, which is fastened to one of the testing machine bearing boxes at a point near the test specimen. When a crack begins to form in the specimen, vibration increases. Shaken from its pedestal by the vibration, the steel ball closes an elecrical circuit, thus actuating a relay and stopping the machine. -
 Apparatus used at the National Bureau of Standards for polishing smooth fatigue test specimens. Motor driven, the equipment produces a highly uniform finish from specimen to specimen. The polishing wheel, consisting of a large number of metal spring leaves, presses an abrasive belt against the specimen with uniform pressure. The specimen itself is rotated at a constant rate, and advances slowly over the abrasive surface during the polishing operation.
Apparatus used at the National Bureau of Standards for polishing smooth fatigue test specimens. Motor driven, the equipment produces a highly uniform finish from specimen to specimen. The polishing wheel, consisting of a large number of metal spring leaves, presses an abrasive belt against the specimen with uniform pressure. The specimen itself is rotated at a constant rate, and advances slowly over the abrasive surface during the polishing operation. -
 Fatigue studies of short compression springs were made on a machine also developed at NBS. In this device the motor and adjustable eccentric from a Krouse plate bending machine were utilized, allowing eight springs to be stressed simultaneously at two levels. Stress levels are computed by measuring the change in pitch of the spring when in the no-load, minimum-load, and maximum-load positions. Electrical contacts stop the motor if any specimen fractures.
Fatigue studies of short compression springs were made on a machine also developed at NBS. In this device the motor and adjustable eccentric from a Krouse plate bending machine were utilized, allowing eight springs to be stressed simultaneously at two levels. Stress levels are computed by measuring the change in pitch of the spring when in the no-load, minimum-load, and maximum-load positions. Electrical contacts stop the motor if any specimen fractures. -
 The two newly-developed automatic stopping devices installed on a fatigue-testing machine at the National Bureau of Standards. (Note: the motor in the foreground is not part of the set-up.) The metal specimen under test is held in place between the two bearing boxes (right). The bearing boxes are supported at the ends away from the specimen and weighted at the ends near the specimen, so that the weighted ends tend to sag more when a crack begins to form in the specimen. If the crack is on only one side of the specimen, vibration as well as sagging will result. The deflection-responsive stopping device consists of the microswitch (center) actuated by the lever rigidly fastened to the right-hand bearing box. The vibration-responsive device (just behind and to the right of the specimen) consists of a steel ball poised on a pedestal; when vibration shakes the ball from the pedestal, it closes a circuit. Both devices are used simultaneously at NBS with their circuits in parallel; either may be actuated first, depending on the nature of the incipient crack.
The two newly-developed automatic stopping devices installed on a fatigue-testing machine at the National Bureau of Standards. (Note: the motor in the foreground is not part of the set-up.) The metal specimen under test is held in place between the two bearing boxes (right). The bearing boxes are supported at the ends away from the specimen and weighted at the ends near the specimen, so that the weighted ends tend to sag more when a crack begins to form in the specimen. If the crack is on only one side of the specimen, vibration as well as sagging will result. The deflection-responsive stopping device consists of the microswitch (center) actuated by the lever rigidly fastened to the right-hand bearing box. The vibration-responsive device (just behind and to the right of the specimen) consists of a steel ball poised on a pedestal; when vibration shakes the ball from the pedestal, it closes a circuit. Both devices are used simultaneously at NBS with their circuits in parallel; either may be actuated first, depending on the nature of the incipient crack. -
 Apparatus for polishing notched (filleted or grooved) fatigue test specimens at the National Bureau of Standards. The finish produced is highly uniform and is similar to that produced by the NBS apparatus for smooth specimens. The specimen (held in the lathe) turns at a constant rate in relation to the polishing wire (connected to the motor shaft).
Apparatus for polishing notched (filleted or grooved) fatigue test specimens at the National Bureau of Standards. The finish produced is highly uniform and is similar to that produced by the NBS apparatus for smooth specimens. The specimen (held in the lathe) turns at a constant rate in relation to the polishing wire (connected to the motor shaft). -
 A cross section of a spring that failed in the NBS study shows a fatigue crack which developed along longitudinal planes in the wire. The section is some distance from the fracture. The study showed that initial fatigue failure of the compression springs occurs on longitudinal planes of mazimum shear stress in the wire. (1) The crach progresses for some distance along the wire before a crack normal to the tensile stress is started. (x 50). (2) Typical fracture of helical compression spring wound from music spring wire. Arrow A indicates plane of tensile fatigue cracks. Arrows from B indicate surface of longitudinal shear crack.
A cross section of a spring that failed in the NBS study shows a fatigue crack which developed along longitudinal planes in the wire. The section is some distance from the fracture. The study showed that initial fatigue failure of the compression springs occurs on longitudinal planes of mazimum shear stress in the wire. (1) The crach progresses for some distance along the wire before a crack normal to the tensile stress is started. (x 50). (2) Typical fracture of helical compression spring wound from music spring wire. Arrow A indicates plane of tensile fatigue cracks. Arrows from B indicate surface of longitudinal shear crack. -
 Close-up of NBS apparatus for filming metal fatigue tests, showing (from top) camera, eyepiece, microscope, fatigue-testing machine, and (left) revolving disc shutter.
Close-up of NBS apparatus for filming metal fatigue tests, showing (from top) camera, eyepiece, microscope, fatigue-testing machine, and (left) revolving disc shutter. -
 Dale Smith, Physical Science Technician at the Boulder Labs metal-plating shop, is in the process of silver-plating a piece of metal.
Dale Smith, Physical Science Technician at the Boulder Labs metal-plating shop, is in the process of silver-plating a piece of metal. -
 The effect of weathering on electroless nickel plating as compared to other types of nickel-coated steeks. In studies conducted at the National Bureau of Standards, the electroless nickel plate (b) withstood the 15-month exposure with very little corroding, as did the electrodeposited nickel coat with 9 percent phosphorus (c). However, the electrodeposited sample (a) rusted moderately.
The effect of weathering on electroless nickel plating as compared to other types of nickel-coated steeks. In studies conducted at the National Bureau of Standards, the electroless nickel plate (b) withstood the 15-month exposure with very little corroding, as did the electrodeposited nickel coat with 9 percent phosphorus (c). However, the electrodeposited sample (a) rusted moderately. -
 If a person comes to the metal-plating shop and sticks one's head in the door, the equipment and various materials used for electro-plating can be seen most readily along with steaming tables of acid solutions ready for the dipping of metals.
If a person comes to the metal-plating shop and sticks one's head in the door, the equipment and various materials used for electro-plating can be seen most readily along with steaming tables of acid solutions ready for the dipping of metals. -
 Metallurgy Division personnel, National Bureau of Standards, October 13, 1976 (color)
Metallurgy Division personnel, National Bureau of Standards, October 13, 1976 (color) -
 Metallurgy Division personnel, National Bureau of Standards, June 1959
Metallurgy Division personnel, National Bureau of Standards, June 1959 -
 Metallurgy Division personnel, National Bureau of Standards, October 1945
Metallurgy Division personnel, National Bureau of Standards, October 1945 -
 Metallurgy Division personnel, National Bureau of Standards, October 13, 1976 (black and white)
Metallurgy Division personnel, National Bureau of Standards, October 13, 1976 (black and white) -
 Metallurgy Division personnel, National Bureau of Standards, October 1965
Metallurgy Division personnel, National Bureau of Standards, October 1965 -
 Thermal treatment of metals, room 211 of the Engineering Building
Thermal treatment of metals, room 211 of the Engineering Building -
 Experimental rolling mill. 16" 2-high rolling mill equipped for the experimental rolling of plates, rods or bars, both hot and cold.
Experimental rolling mill. 16" 2-high rolling mill equipped for the experimental rolling of plates, rods or bars, both hot and cold. -
 Metallography room
Metallography room -
 Metallographic laboratory
Metallographic laboratory -
 Diagram of metallurgical laboratory of U.S. Bureau of Standards, Washington, DC, 1919
Diagram of metallurgical laboratory of U.S. Bureau of Standards, Washington, DC, 1919 -
 Heat treatment section - Oil and gas fired and electric heating furnaces and metal, salt and oil baths in various sizes are available for the complete thermal treatment of metals and alloys. The small experimental units shown in this photograph, which are used in the routine treatment of small parts such as tools and for special treatments required in connection with research, are supplemented by larger production units. All furnaces have adequate pyrometric control.
Heat treatment section - Oil and gas fired and electric heating furnaces and metal, salt and oil baths in various sizes are available for the complete thermal treatment of metals and alloys. The small experimental units shown in this photograph, which are used in the routine treatment of small parts such as tools and for special treatments required in connection with research, are supplemented by larger production units. All furnaces have adequate pyrometric control. -
 Metallurgical microscope
Metallurgical microscope -
 Metallurgical studies are being conducted in the Center for Materials Science to determine the effects of surface treatments of metals on the interface problems or strength of metal and polymer material interfaces in joint prosthesis. This research is needed for the development of standards for medical and surgival devices. To develop such standards, NBS is working with manufacturers, government research and regulatory agencies, standards organizations, surgeons and the public. Dr. Anna C. Fraker, materials scientist, is shown with a laboratory sample of a metal hip replacement prosthesis. The trend towards the use of implants in younger, and more active patients, requires that the metals and other materials have a high resistance to corrosion and fatigue.
Metallurgical studies are being conducted in the Center for Materials Science to determine the effects of surface treatments of metals on the interface problems or strength of metal and polymer material interfaces in joint prosthesis. This research is needed for the development of standards for medical and surgival devices. To develop such standards, NBS is working with manufacturers, government research and regulatory agencies, standards organizations, surgeons and the public. Dr. Anna C. Fraker, materials scientist, is shown with a laboratory sample of a metal hip replacement prosthesis. The trend towards the use of implants in younger, and more active patients, requires that the metals and other materials have a high resistance to corrosion and fatigue. -
 Dr. Anna C. Fraker displaying metals used in surgical implants
Dr. Anna C. Fraker displaying metals used in surgical implants -































Thu Mar 06 11:32:50 EST 2014
[edit]-
 The first radio range beacon, developed by NBS scientists, was set up at College Park, MD in 1926 where its effectiveness was evaluated by specially-equipped airplanes flying on this beacon. From 1926 to 1933 most of the radio range development program was carried on at this site, including the original work on visual and multicourse beacons, elimination of night errors, and radio receiving equipment for use with radio range beacons. The radio-beacon system was originally set up on a smaller scale at NBS in the early twenties. Confirmation of its potential utility led to the establishment of the College Park field station.
The first radio range beacon, developed by NBS scientists, was set up at College Park, MD in 1926 where its effectiveness was evaluated by specially-equipped airplanes flying on this beacon. From 1926 to 1933 most of the radio range development program was carried on at this site, including the original work on visual and multicourse beacons, elimination of night errors, and radio receiving equipment for use with radio range beacons. The radio-beacon system was originally set up on a smaller scale at NBS in the early twenties. Confirmation of its potential utility led to the establishment of the College Park field station. -
 The model (pictured) illustrates the double-beam radio beacon used in guiding aircraft. F. W. Dunmore is shown operating the model.
The model (pictured) illustrates the double-beam radio beacon used in guiding aircraft. F. W. Dunmore is shown operating the model. -
 Landing beacon indicator and control panel
Landing beacon indicator and control panel -
 Aids for blind landing of aircraft
Aids for blind landing of aircraft -
 Blind landing system
Blind landing system -
 Instrument landing devices including a fog landing glidometer and a runway localizer
Instrument landing devices including a fog landing glidometer and a runway localizer -
 Interior of blind landing system
Interior of blind landing system -
 Two-reed course indicators - Inscription (left) reads: Longest reed shows side off course. Inscription (right) reads: Aircraft visual course indicator for directive radio beacon; Bureau of Standards Type.
Two-reed course indicators - Inscription (left) reads: Longest reed shows side off course. Inscription (right) reads: Aircraft visual course indicator for directive radio beacon; Bureau of Standards Type. -
 Radio direction finder
Radio direction finder -
 Radio direction finder
Radio direction finder -
 Radio direction finder (portable)
Radio direction finder (portable) -
 Radio direction finder (portable)
Radio direction finder (portable) -
 Radio direction finder (portable)
Radio direction finder (portable) -
 Radio direction finder
Radio direction finder -
 Radio direction finder
Radio direction finder -
 Fig. 23- Radio direction finder or coil aerial used in measuring the distortion of radio waves in the vicinity of trees, towers, wires, buildings, etc. Fig. 24- Model set up in the radio laboratory to illustrate the use of the radio direction finder. Radio signals were sent out from the two lighthouses and the direction from whence they came was determined by the apparatus on the ship. The latter could therefore determine its position even in fog and under other conditions which rendered the lighthouse lamp invisible. (From: NBS Special Publication 46)
Fig. 23- Radio direction finder or coil aerial used in measuring the distortion of radio waves in the vicinity of trees, towers, wires, buildings, etc. Fig. 24- Model set up in the radio laboratory to illustrate the use of the radio direction finder. Radio signals were sent out from the two lighthouses and the direction from whence they came was determined by the apparatus on the ship. The latter could therefore determine its position even in fog and under other conditions which rendered the lighthouse lamp invisible. (From: NBS Special Publication 46) -
 Radio direction finder used in determining the variation of
Radio direction finder used in determining the variation of -
 Earth inductor compass
Earth inductor compass -
 This new type of compass was developed for the U. S. Army Air Service in 1921 by Doctors Paul R. Heyl and Lyman J. Briggs of NBS. The conductor consisted of a cross-shaped armature carrying a closed coil of wire which was rapidly revolved in the magnetic field of the earth, thus generating a current, the intensity of which depended upon the orientation of the coil with respect to the magnetic field. The pilot had before him on his instrument board a movable dial bearing compass graduations on which the desired compass course was set off. When the airplane was on this course the needle of a small galvanometer on the instrument board continually pointed to zero. A deflection of the needle from one side or the other indicated a corresponding deviation from the predetermined course. The earth inductor itself was located in the fuselage back of the rear cockput where it was free from magnetic disturbances due to the engine. It was driven by a small cup propeller projecting through the fuselage. For this device, Heyl and Briggs received the Magellan Medal from the American Philosophical Society. This compass wa successfully used in round-the-world flights by American aviators. Ultimately it was replaced by improved magnetic compasses, simpler in design and operation.
This new type of compass was developed for the U. S. Army Air Service in 1921 by Doctors Paul R. Heyl and Lyman J. Briggs of NBS. The conductor consisted of a cross-shaped armature carrying a closed coil of wire which was rapidly revolved in the magnetic field of the earth, thus generating a current, the intensity of which depended upon the orientation of the coil with respect to the magnetic field. The pilot had before him on his instrument board a movable dial bearing compass graduations on which the desired compass course was set off. When the airplane was on this course the needle of a small galvanometer on the instrument board continually pointed to zero. A deflection of the needle from one side or the other indicated a corresponding deviation from the predetermined course. The earth inductor itself was located in the fuselage back of the rear cockput where it was free from magnetic disturbances due to the engine. It was driven by a small cup propeller projecting through the fuselage. For this device, Heyl and Briggs received the Magellan Medal from the American Philosophical Society. This compass wa successfully used in round-the-world flights by American aviators. Ultimately it was replaced by improved magnetic compasses, simpler in design and operation. -
 Developed at NBS for the U. S. Army Air Service.
Developed at NBS for the U. S. Army Air Service. -
 This photo was probably taken during an early radio direction finder experiment, probably in 1921. For more information, see NBS Scientific Paper 428 bu Frederick A. Kolster and Francis W. Dunmore, published January 16, 1922.
This photo was probably taken during an early radio direction finder experiment, probably in 1921. For more information, see NBS Scientific Paper 428 bu Frederick A. Kolster and Francis W. Dunmore, published January 16, 1922.





















Thu Mar 06 10:19:37 EST 2014
[edit]-
 This balance was operable from the adjoining room, since proximity of operator would influence the accuracy of weighing.
This balance was operable from the adjoining room, since proximity of operator would influence the accuracy of weighing. -
 Used for ten years and retired in 1995. The comparator was replaced by commercially-made equipment. It was designed at NBS by Randall M. Schoonover and was constructed by the NBS shops. The first comparator designed and constructed by NBS was used by the International Bureau of Weights and Measures in Paris.
Used for ten years and retired in 1995. The comparator was replaced by commercially-made equipment. It was designed at NBS by Randall M. Schoonover and was constructed by the NBS shops. The first comparator designed and constructed by NBS was used by the International Bureau of Weights and Measures in Paris. -
 Rueprecht balance
Rueprecht balance -
 Rueprecht balance schematic drawing
Rueprecht balance schematic drawing -
 The platinum-iridium cylinder (right) was the primary standard kilogram for all metric measurements in the U. S. Known as Kilogram No. 20, it was a copy of the International Prototype Kilogram, which was preserved at the International Bureau of Weights and Measures at Sevres, France. Kilogram No. 4 (left, under double bell jar), a duplicate of No. 20, was used as a secondary standard. Noth cylinders were 39 mm in diameter and 39 mm. high; they were made of 90 percent platinum and 10 percent iridium. Re-comparison of Kilogram No. 20 with the international standard in 1937 showed that the United States standard had changed by only one part in 50 million during approximately 50 years.
The platinum-iridium cylinder (right) was the primary standard kilogram for all metric measurements in the U. S. Known as Kilogram No. 20, it was a copy of the International Prototype Kilogram, which was preserved at the International Bureau of Weights and Measures at Sevres, France. Kilogram No. 4 (left, under double bell jar), a duplicate of No. 20, was used as a secondary standard. Noth cylinders were 39 mm in diameter and 39 mm. high; they were made of 90 percent platinum and 10 percent iridium. Re-comparison of Kilogram No. 20 with the international standard in 1937 showed that the United States standard had changed by only one part in 50 million during approximately 50 years. -
 Balance equipment at NBS
Balance equipment at NBS -
 Metric mass standards, set distributed to the states
Metric mass standards, set distributed to the states -
 Four historical standard weights
Four historical standard weights -
 Mass standard weight negative
Mass standard weight negative -
 Historical standard weight
Historical standard weight -
 Kilogram mass Prototype 20
Kilogram mass Prototype 20 -
 Harold Wollin, Chief of the Office of Weights and Measures
Harold Wollin, Chief of the Office of Weights and Measures -
 The load cell was located in the center of the helical spring. When weights were placed on a suspension beneath the assembnly shown, and interchanged, the spring maintained nearly constant tension on the cell, thereby essentially eliminating the hysyal hysteresis which heretofore limited load cell precision.
The load cell was located in the center of the helical spring. When weights were placed on a suspension beneath the assembnly shown, and interchanged, the spring maintained nearly constant tension on the cell, thereby essentially eliminating the hysyal hysteresis which heretofore limited load cell precision. -
 Randall Schoonover, inventor of the high precision load cell mass comparator, using his device to weigh 500 lb stainless steel standards
Randall Schoonover, inventor of the high precision load cell mass comparator, using his device to weigh 500 lb stainless steel standards -
 Metric mass standards, set distributed to the states (color negative)
Metric mass standards, set distributed to the states (color negative) -
 Precision balance
Precision balance -
 Standard weight
Standard weight -
 Standard weight
Standard weight -
 Randal Schoonover
Randal Schoonover -
 Standards vault
Standards vault -
 Museum collection: roll F. nos. 19A and 20A
Museum collection: roll F. nos. 19A and 20A -
 Balance for use with mass standards
Balance for use with mass standards -
 Louis A. Fischer, Chief of the Division of Weights and Measures from 1901 until his death, exhibiting the fundamental standards of the U. S. in the standards vault
Louis A. Fischer, Chief of the Division of Weights and Measures from 1901 until his death, exhibiting the fundamental standards of the U. S. in the standards vault -
 Bell jar display of prototype kilogram replica
Bell jar display of prototype kilogram replica























Thu Mar 06 09:49:53 EST 2014
[edit]-
 Testing of structural components for low-cost housing
Testing of structural components for low-cost housing -
 Testing of structural components for low-cost housing
Testing of structural components for low-cost housing -
 Testing structural components of brick wall for low-cost housing
Testing structural components of brick wall for low-cost housing -
 Testing structural components of brick wall for low-cost housing
Testing structural components of brick wall for low-cost housing -
 Testing structural components of brick wall for low-cost housing
Testing structural components of brick wall for low-cost housing -
 Testing structural components of brick wall for low-cost housing
Testing structural components of brick wall for low-cost housing -
 NBS engineers and technicians making last-minute inspections of the instrumentation used to monitor a full-scale burnout of the test building designed by the Pratt Institute
NBS engineers and technicians making last-minute inspections of the instrumentation used to monitor a full-scale burnout of the test building designed by the Pratt Institute







Thu Mar 06 09:35:46 EST 2014
[edit]-
 Fucherman optical strain gage, ruling and copper plate - Underwood + Underwood photo
Fucherman optical strain gage, ruling and copper plate - Underwood + Underwood photo -
 The glass-blowing shop, where all the complicated glass-blowing was completed at NBS. The shop contained scientific glass apparatus, chemical, physical, electrical, mercurial, and volumetric apparatus, vacuum tubes, quartz and pyrex glass apparatus, experimental work, and repairing and general glass-blowing equipment.
The glass-blowing shop, where all the complicated glass-blowing was completed at NBS. The shop contained scientific glass apparatus, chemical, physical, electrical, mercurial, and volumetric apparatus, vacuum tubes, quartz and pyrex glass apparatus, experimental work, and repairing and general glass-blowing equipment. -
 In order to be able to construct instruments and apparatus of the highest grade, a force of highly trained instrument makers were employed by NBS, who maintained several well-equipped instrument shops.
In order to be able to construct instruments and apparatus of the highest grade, a force of highly trained instrument makers were employed by NBS, who maintained several well-equipped instrument shops. -
 Instrument shops circa 1905
Instrument shops circa 1905 -
 Allan Houck in glass-blowing shop
Allan Houck in glass-blowing shop -
 Allan Houck in glass-blowing shop
Allan Houck in glass-blowing shop -
 Instrument shops circa 1905
Instrument shops circa 1905 -
 From the May 17, 1906 issue of American Machinist.
From the May 17, 1906 issue of American Machinist. -
 Instrument shops in North Building
Instrument shops in North Building -
 Instrument shops in North Building
Instrument shops in North Building -
 Instrument shop at NBS
Instrument shop at NBS











Tue Feb 25 15:57:16 EST 2014
[edit]-

-

-
 (Left to right) Hassler Whitney, Ferdinand Rudolph Hassler V, Ferdinand Rudolph Hassler IV, John James Stewart Hassler, Bonnie Barham Hassler, Pauline Dark Hassler, Linda Louise Hassler Reynolds
(Left to right) Hassler Whitney, Ferdinand Rudolph Hassler V, Ferdinand Rudolph Hassler IV, John James Stewart Hassler, Bonnie Barham Hassler, Pauline Dark Hassler, Linda Louise Hassler Reynolds -

-

-







Tue Feb 25 15:27:07 EST 2014
[edit]-
 Testing gage blocks, standard limits
Testing gage blocks, standard limits -
 After being brought to approximate dimensions by machining, the blocks are hardened, heat-treated, and ground to slightly more than the nominal length. They are then "lapped" in the machines here shown, and brought to exact nominal length within 0.000005 inches. The gaging surfaces are also plane and parallel within this amount.
After being brought to approximate dimensions by machining, the blocks are hardened, heat-treated, and ground to slightly more than the nominal length. They are then "lapped" in the machines here shown, and brought to exact nominal length within 0.000005 inches. The gaging surfaces are also plane and parallel within this amount. -
 Representative sample in inches
Representative sample in inches -
 Hoke gages at NBS, World War I period
Hoke gages at NBS, World War I period -
 Hoke precision gages
Hoke precision gages -
 (Left) Light-box and true-planes used in testing precision gage blocks by the interference of light waves. (Right) Precision gage blocks with faces so nearly perfect in planeness that the blocks are held together by molecular attraction with a force sufficient to suspend the weight of several blocks when held in the vise by the end block.
(Left) Light-box and true-planes used in testing precision gage blocks by the interference of light waves. (Right) Precision gage blocks with faces so nearly perfect in planeness that the blocks are held together by molecular attraction with a force sufficient to suspend the weight of several blocks when held in the vise by the end block. -
 Hoke gages, World War I period
Hoke gages, World War I period -
 Typical fringe pattern during the absolute measurement of a gage block
Typical fringe pattern during the absolute measurement of a gage block -
 Typical fringe pattern during the absolute measurement of a gage block
Typical fringe pattern during the absolute measurement of a gage block -
 Typical fringe pattern during the absolute measurement of a gage block
Typical fringe pattern during the absolute measurement of a gage block -
 Gage blocks, metric
Gage blocks, metric -
 After being brought to approximate dimensions by machining, the blocks are hardened, heat-treated, and ground to slightly more than the nominal length. They are then "lapped" in the machines here shown, and brought to exact nominal length within 0.000005 inches. The gaging surfaces are also plane and parallel within this amount.
After being brought to approximate dimensions by machining, the blocks are hardened, heat-treated, and ground to slightly more than the nominal length. They are then "lapped" in the machines here shown, and brought to exact nominal length within 0.000005 inches. The gaging surfaces are also plane and parallel within this amount. -
 After being brought to approximate dimensions by machining, the blocks are hardened, heat-treated, and ground to slightly more than the nominal length. They are then "lapped" in the machines here shown, and brought to exact nominal length within 0.000005 inches. The gaging surfaces are also plane and parallel within this amount.
After being brought to approximate dimensions by machining, the blocks are hardened, heat-treated, and ground to slightly more than the nominal length. They are then "lapped" in the machines here shown, and brought to exact nominal length within 0.000005 inches. The gaging surfaces are also plane and parallel within this amount. -
 Precision gage blocks essential to manufacturing of interchangable parts were provided by NBS during World War I.
Precision gage blocks essential to manufacturing of interchangable parts were provided by NBS during World War I. -
 I. H. Fuhlmer testing gage blocks
I. H. Fuhlmer testing gage blocks -
 Precision gage blocks
Precision gage blocks
















Tue Feb 25 15:06:41 EST 2014
[edit]-
 General view of apparatus for crystal weighing, ca. 1924
General view of apparatus for crystal weighing, ca. 1924 -
 Outside control and observation apparatus for crystal weighing, ca. 1924
Outside control and observation apparatus for crystal weighing, ca. 1924 -
 Torsion balance
Torsion balance -
 Photographic recording apparatus mounted on concrete pier
Photographic recording apparatus mounted on concrete pier -
 Detail view of crystal mounting and turning device, ca. 1924
Detail view of crystal mounting and turning device, ca. 1924





Wed Feb 19 16:29:06 EST 2014
[edit]-
 Aerial view of NBS campus at Connecticut Ave. and Van Ness, 1952 - Washington D.C. laboratories of the National Bureau of Standards. These laboratories, which consisted of 25 major and a number of minor buildings, were located in the northwest residential section of the city on a 68-acre wooded tract resembling the campus of a large university. Most of NBS' efforts were devoted to research in the physical sciences. Its primary function was to provide basic standards of physical measurement for government, science, and industry. NBS also maintained a major facility in Boulder, Colorado.
Aerial view of NBS campus at Connecticut Ave. and Van Ness, 1952 - Washington D.C. laboratories of the National Bureau of Standards. These laboratories, which consisted of 25 major and a number of minor buildings, were located in the northwest residential section of the city on a 68-acre wooded tract resembling the campus of a large university. Most of NBS' efforts were devoted to research in the physical sciences. Its primary function was to provide basic standards of physical measurement for government, science, and industry. NBS also maintained a major facility in Boulder, Colorado. -
 Aerial view of NBS campus in Washington, DC
Aerial view of NBS campus in Washington, DC -
 NBS campus road, Washington DC, 1951
NBS campus road, Washington DC, 1951 -
 The buildings to the left in this photograph occupied the top of a natural hill above the river level in Washington, DC about 3.5 miles northwest of the White House and about 800 feet from the nearest carline. The building to the extreme right was the latest of the NBS laboratories in 1919, and was intended for industrial research. The long two-story building in the middle foreground was the new laboratory for research in Radio Communication, in which was housed the radio research of the War Department, the Navy Department, and NBS, which were conducted cooperatively.
The buildings to the left in this photograph occupied the top of a natural hill above the river level in Washington, DC about 3.5 miles northwest of the White House and about 800 feet from the nearest carline. The building to the extreme right was the latest of the NBS laboratories in 1919, and was intended for industrial research. The long two-story building in the middle foreground was the new laboratory for research in Radio Communication, in which was housed the radio research of the War Department, the Navy Department, and NBS, which were conducted cooperatively. -
 Upton Street gate of NBS campus at Connecticut Ave. and Van Ness, Washington, DC
Upton Street gate of NBS campus at Connecticut Ave. and Van Ness, Washington, DC -
 Aerial view of NBS campus with map, 1924
Aerial view of NBS campus with map, 1924 -
 The NBS campus was made up of more than a dozen permanent buildings, each specially designed for a specific class of work. The NBS site was comprised of 68 acres in the northwest section of Washington, DC, approximately 3 miles from the downtown area. The main entrance was located near Connecticut Ave. and Upton St. Aerial view of NBS campus taken by Army Air Corps, ca 1930-1941
The NBS campus was made up of more than a dozen permanent buildings, each specially designed for a specific class of work. The NBS site was comprised of 68 acres in the northwest section of Washington, DC, approximately 3 miles from the downtown area. The main entrance was located near Connecticut Ave. and Upton St. Aerial view of NBS campus taken by Army Air Corps, ca 1930-1941 -
 Aerial view of NBS campus in Washington, DC
Aerial view of NBS campus in Washington, DC -
 Map of buildings and grounds of NBS campus, Washington DC, 1928
Map of buildings and grounds of NBS campus, Washington DC, 1928 -
 Aerial view of NBS campus in Washington, DC, 1926
Aerial view of NBS campus in Washington, DC, 1926 -
 Aerial view of NBS campus in Washington, DC, 1926
Aerial view of NBS campus in Washington, DC, 1926 -
 Aerial view of NBS campus in Washington, DC
Aerial view of NBS campus in Washington, DC -
 Aerial view of NBS campus in Washington, DC, spring 1919
Aerial view of NBS campus in Washington, DC, spring 1919 -
 Aerial view of NBS campus in Washington, DC, June 1919
Aerial view of NBS campus in Washington, DC, June 1919 -
 Aerial view of NBS campus in Washington, DC, May 1940
Aerial view of NBS campus in Washington, DC, May 1940 -
 Aerial view of NBS campus in Washington, DC, ca 1922-1923
Aerial view of NBS campus in Washington, DC, ca 1922-1923 -
 Aerial view of NBS campus in Washington, DC
Aerial view of NBS campus in Washington, DC -
 Aerial view of NBS campus in Washington, DC with numbered buildings
Aerial view of NBS campus in Washington, DC with numbered buildings -
 Aerial view of NBS campus in Washington, DC
Aerial view of NBS campus in Washington, DC -
 Aerial view of NBS campus in Washington, DC
Aerial view of NBS campus in Washington, DC -
 Corner of West Building, South Building, Low Temperature Laboratory, North Building
Corner of West Building, South Building, Low Temperature Laboratory, North Building -
 Hydraulics Laboratory
Hydraulics Laboratory -
 Uptop Street gate, NBS campus at Conn. Ave and Van Ness
Uptop Street gate, NBS campus at Conn. Ave and Van Ness -
 NBS campus building
NBS campus building -
 Northwest Building
Northwest Building -
 The Manse, 1438 Van Ness
The Manse, 1438 Van Ness -
 Building on NBS campus
Building on NBS campus -
 Chemical building
Chemical building -
 Intersection of Connecticut Ave. and Van Ness St. facing west
Intersection of Connecticut Ave. and Van Ness St. facing west -
 Drawing of Upton St. gate used in Measures for Progress by Rexmond C. Cochrane
Drawing of Upton St. gate used in Measures for Progress by Rexmond C. Cochrane -
 Materials Testing Laboratory
Materials Testing Laboratory -
 Industrial Building from southeast
Industrial Building from southeast -
 West Building (Engineering Laboratory)
West Building (Engineering Laboratory) -
 NBS grounds
NBS grounds -
 The Standard Store and gas station at the corner of Conn. Ave. and Van Ness St.
The Standard Store and gas station at the corner of Conn. Ave. and Van Ness St. -
 Low Temperature Building
Low Temperature Building -
 Aerial view of NBS campus
Aerial view of NBS campus -
 Azaleas on NBS campus
Azaleas on NBS campus -
 Standard Store and gas station, corner of Conn. Ave. and Van Ness St. Hand lettering on original photograph added for land assessment purposes
Standard Store and gas station, corner of Conn. Ave. and Van Ness St. Hand lettering on original photograph added for land assessment purposes -
 Standard Store and gas station, corner of Conn. Ave. and Van Ness St. Hand lettering on original photograph added for land assessment purposes
Standard Store and gas station, corner of Conn. Ave. and Van Ness St. Hand lettering on original photograph added for land assessment purposes -
 NBS campus buildings
NBS campus buildings -
 The main room in this building was 65x132 feet, with a clear height of 60 feet. The entire room was lined with metal, thus constituting a Faraday cage, which prevented the escape of electrical surges. These might otherwise have disrupted measurements in nearby laboratories. X-ray studies and experiments with transformers at potentials of 1,000,000 volts could be made in the High Voltage Building.
The main room in this building was 65x132 feet, with a clear height of 60 feet. The entire room was lined with metal, thus constituting a Faraday cage, which prevented the escape of electrical surges. These might otherwise have disrupted measurements in nearby laboratories. X-ray studies and experiments with transformers at potentials of 1,000,000 volts could be made in the High Voltage Building. -
 High Voltage Laboratory
High Voltage Laboratory -
 View of NBS from Connecticut Ave.
View of NBS from Connecticut Ave. -
 View of NBS from Connecticut Ave.
View of NBS from Connecticut Ave. -
 This building was devoted entirely to the work in Electricity, Photometry, Radium, X-Ray, and Radio Communication. The latter work was also provided with a separate building. The building was designed with a special subservice vault, a high-tension auxiliary laboratory, and facilities throughout for research work in electricity.
This building was devoted entirely to the work in Electricity, Photometry, Radium, X-Ray, and Radio Communication. The latter work was also provided with a separate building. The building was designed with a special subservice vault, a high-tension auxiliary laboratory, and facilities throughout for research work in electricity. -
 This was a very substantial structure with stone and concrete foundations. It housed the power plant in the basement, the instrument shop on the first and second floors, and the NBS shipping room. The North Laboratory, also the New Mechanics Building, from the southwest
This was a very substantial structure with stone and concrete foundations. It housed the power plant in the basement, the instrument shop on the first and second floors, and the NBS shipping room. The North Laboratory, also the New Mechanics Building, from the southwest -
 This was a very substantial structure with stone and concrete foundations. It housed the power plant in the basement, the instrument shop on the first and second floors, and the NBS shipping room. The North Laboratory, also the New Mechanics Building, from the east
This was a very substantial structure with stone and concrete foundations. It housed the power plant in the basement, the instrument shop on the first and second floors, and the NBS shipping room. The North Laboratory, also the New Mechanics Building, from the east -
 This was a very substantial structure with stone and concrete foundations. It housed the power plant in the basement, the instrument shop on the first and second floors, and the NBS shipping room. The North Laboratory, also the New Mechanics Building, from the south
This was a very substantial structure with stone and concrete foundations. It housed the power plant in the basement, the instrument shop on the first and second floors, and the NBS shipping room. The North Laboratory, also the New Mechanics Building, from the south -
 View of the Chemistry Building from the East Building
View of the Chemistry Building from the East Building -
 View of Washington, DC, looking eastward from NBS
View of Washington, DC, looking eastward from NBS -
 Industrial Building
Industrial Building -
 Main entrance to NBS showing the guards' office and the High Tension Laboratory
Main entrance to NBS showing the guards' office and the High Tension Laboratory -
 Northwest view of the North Building, showing the the transformer cage at the west end and the boiler room at the east end of the building
Northwest view of the North Building, showing the the transformer cage at the west end and the boiler room at the east end of the building -
 NBS Radio Building
NBS Radio Building -
 High Voltage Laboratory
High Voltage Laboratory -
 West Building
West Building -
 View of the Hydraulics Laboratory from the northwest
View of the Hydraulics Laboratory from the northwest -
 North building
North building -
 Altitude Lab
Altitude Lab -
 Low Temperature Building (under construction), from Rosa and Stratton's book The National Bureau of Standards, Nov. 24, 1905
Low Temperature Building (under construction), from Rosa and Stratton's book The National Bureau of Standards, Nov. 24, 1905 -
 Wind Tunnel Building
Wind Tunnel Building -
 The building on the upper left housed Weights, Optics, and Time. To the lower left are shown the machine shops. To the upper right is General Physics, and to the lower right is the High Pressure Lab.
The building on the upper left housed Weights, Optics, and Time. To the lower left are shown the machine shops. To the upper right is General Physics, and to the lower right is the High Pressure Lab. -
 The Chemical Laboratory conformed to the general type of unit laboratory building on the NBS campus- made of brick with stone trim and red tile roof. Most of the chemical work of NBS was housed in this laborstory, although certain specialized branches of technologic chemistry were housed elsewhere. The chemical work of NBS was linked with nearly every NBS division, as well as with the issuance of standard samples of materials and the regular routine analyses of government materials. In addition, fundamental research on chemical standardization problems was also conducted here.
The Chemical Laboratory conformed to the general type of unit laboratory building on the NBS campus- made of brick with stone trim and red tile roof. Most of the chemical work of NBS was housed in this laborstory, although certain specialized branches of technologic chemistry were housed elsewhere. The chemical work of NBS was linked with nearly every NBS division, as well as with the issuance of standard samples of materials and the regular routine analyses of government materials. In addition, fundamental research on chemical standardization problems was also conducted here. -
 NBS campus from the East Building
NBS campus from the East Building -
 North Building, the New Measurement Labortatory, southwest view
North Building, the New Measurement Labortatory, southwest view -
 On the left was the High Pressure Lab, and on the right, the Machine Shop.
On the left was the High Pressure Lab, and on the right, the Machine Shop. -
 On the left was the Main Office. On the right, General Physics.
On the left was the Main Office. On the right, General Physics. -
 From left to right- the West Laboratory, South Laboratory (administration), Low Temperature Laboratory (including liquid air plant); North Building, including the Instrument Shop and Power Plant. In addition to the administration and library on the third floor, the South Laboratory housed the Weights and Measures Division and the Optics Division. The Office Division occupied the greater portion of the third floor.
From left to right- the West Laboratory, South Laboratory (administration), Low Temperature Laboratory (including liquid air plant); North Building, including the Instrument Shop and Power Plant. In addition to the administration and library on the third floor, the South Laboratory housed the Weights and Measures Division and the Optics Division. The Office Division occupied the greater portion of the third floor. -
 NBS cafeteria interior
NBS cafeteria interior -
 Laying of date stone by General Contractors, William R. Goss Co. of Chicago, IL. Shown on the ground from left to right: H. G. Beutell, Chief, Information Section, NBS; George Clickfeld, plumbing contractor, Newark, NJ; Gus Asklund, reinforcing foreman, Goss Co.; L. V. Judson, Chief, Length Measurement Section, NBS; O. L. Britt, Chief, Mechanical Plant, NBS; Martin Kort, assistant bricklayer foreman, Goss Co.; William Bowers, foreman, Plymouth Electrics Co., subcontractor; D. E. Thomas, Chief, Office Division, NBS; Charles Wenckert, superintendant, Goss Co.; E. J. Schell, Structural Engineer, Buolding Prac. and Specifications Section, NBS; H. W. Bearce, Chief, Weights and Measures Division, NBS; V. B. Phelan, Chief, Building Prac. and Specifications Section, NBS; G. H. Vaneman, Chief, Purchase and Stores Section, NBS; E. C. Crittenden, Assistant Director, NBS; L. J. Briggs, Director, NBS; W. E. Emley, Chief, Organic and Fibrous Materials Divison, NBS; W. J. Moore, Construction Engineer, Public Buildings, Administration; A. S. McAllister, Assistant Director, NBS; G. N. Thompson, Chief, Building Codes section, NBS. On runway from left to right: W. Garrett, labor foreman, Goss Co.; Adam Seek, assistant carpenter foreman, Goss Co.; A. Bergman, timekeeper, Goss Co.; James Old, bricklayer foreman, Goss Co.
Laying of date stone by General Contractors, William R. Goss Co. of Chicago, IL. Shown on the ground from left to right: H. G. Beutell, Chief, Information Section, NBS; George Clickfeld, plumbing contractor, Newark, NJ; Gus Asklund, reinforcing foreman, Goss Co.; L. V. Judson, Chief, Length Measurement Section, NBS; O. L. Britt, Chief, Mechanical Plant, NBS; Martin Kort, assistant bricklayer foreman, Goss Co.; William Bowers, foreman, Plymouth Electrics Co., subcontractor; D. E. Thomas, Chief, Office Division, NBS; Charles Wenckert, superintendant, Goss Co.; E. J. Schell, Structural Engineer, Buolding Prac. and Specifications Section, NBS; H. W. Bearce, Chief, Weights and Measures Division, NBS; V. B. Phelan, Chief, Building Prac. and Specifications Section, NBS; G. H. Vaneman, Chief, Purchase and Stores Section, NBS; E. C. Crittenden, Assistant Director, NBS; L. J. Briggs, Director, NBS; W. E. Emley, Chief, Organic and Fibrous Materials Divison, NBS; W. J. Moore, Construction Engineer, Public Buildings, Administration; A. S. McAllister, Assistant Director, NBS; G. N. Thompson, Chief, Building Codes section, NBS. On runway from left to right: W. Garrett, labor foreman, Goss Co.; Adam Seek, assistant carpenter foreman, Goss Co.; A. Bergman, timekeeper, Goss Co.; James Old, bricklayer foreman, Goss Co. -
 Sketch of completed NBS campus, birds-eye view looking northwest
Sketch of completed NBS campus, birds-eye view looking northwest -
 Aerial view of NBS campus, labeled drawing (negative)
Aerial view of NBS campus, labeled drawing (negative) -
 Color negative of NBS campus Upton Street gate
Color negative of NBS campus Upton Street gate -
 Taken by Leet Bros. of Washington DC
Taken by Leet Bros. of Washington DC -
 Taken by Leet Bros. of Washington DC
Taken by Leet Bros. of Washington DC -
 Taken by Leet Bros. of Washington DC
Taken by Leet Bros. of Washington DC -
 Taken by Leet Bros. of Washington DC
Taken by Leet Bros. of Washington DC -
 Taken by Leet Bros. of Washington DC
Taken by Leet Bros. of Washington DC -
 Taken by Leet Bros. of Washington DC
Taken by Leet Bros. of Washington DC -
 Low Temperature Building (under construction)
Low Temperature Building (under construction) -
 Before World War I, this building was the site of the national radio antenna (pictured).
Before World War I, this building was the site of the national radio antenna (pictured). -
 West Building
West Building -
 Mechanical Building (from the south)
Mechanical Building (from the south) -
 North Laboratory from the east
North Laboratory from the east -
 North Building from the north
North Building from the north -
![The East Building, completed in 1913, was the fourth building of the NBS quadrangle. Dr. Rosa and his electrical staff moved into these quarters and consolidated the division, which had been scattered throughout the other three buildings on the NBS campus. The construction of these new electrical laboritories gave Dr. Rosa's division enough space so that further developments could be made in new lines of work, such as electrical measurement instruments, illuminating engineering, and wireless telegraphy. [From the NBS 1913 Annual Report, p. 184]](https://upload.wikimedia.org/wikipedia/commons/thumb/8/8d/BuildingsonOldCampus_067.jpg/120px-BuildingsonOldCampus_067.jpg) The East Building, completed in 1913, was the fourth building of the NBS quadrangle. Dr. Rosa and his electrical staff moved into these quarters and consolidated the division, which had been scattered throughout the other three buildings on the NBS campus. The construction of these new electrical laboritories gave Dr. Rosa's division enough space so that further developments could be made in new lines of work, such as electrical measurement instruments, illuminating engineering, and wireless telegraphy. [From the NBS 1913 Annual Report, p. 184]
The East Building, completed in 1913, was the fourth building of the NBS quadrangle. Dr. Rosa and his electrical staff moved into these quarters and consolidated the division, which had been scattered throughout the other three buildings on the NBS campus. The construction of these new electrical laboritories gave Dr. Rosa's division enough space so that further developments could be made in new lines of work, such as electrical measurement instruments, illuminating engineering, and wireless telegraphy. [From the NBS 1913 Annual Report, p. 184] -
 East Building
East Building -
 Aerial view of NBS campus in Washington DC
Aerial view of NBS campus in Washington DC -
 Engineering Laboratory (West Building) from the northeast
Engineering Laboratory (West Building) from the northeast -
 Materials Testing Laboratory
Materials Testing Laboratory -
!["One of the most interesting public institutions in Washington is the Bureau of Standards, the buildings and grounds of which are shown in the accompanying picture as they were photographed from an airplane by one of the staff. The Bureau is located just north of Cleveland Park, a few hundred yards from the home of President Gompers. It occupied two buildings on this side between 1904 and 1910, since which is growth has been rapid and now there are about a dozen buildings, the last and largest of which is only recently completed." [From "The Bureau of Standards and Industrial Standardization" by E. B. Rosa, found in the Nov. 1919 issue (26) of the American Federationist]](https://upload.wikimedia.org/wikipedia/commons/thumb/5/55/BuildingsonOldCampus_072.jpg/89px-BuildingsonOldCampus_072.jpg) "One of the most interesting public institutions in Washington is the Bureau of Standards, the buildings and grounds of which are shown in the accompanying picture as they were photographed from an airplane by one of the staff. The Bureau is located just north of Cleveland Park, a few hundred yards from the home of President Gompers. It occupied two buildings on this side between 1904 and 1910, since which is growth has been rapid and now there are about a dozen buildings, the last and largest of which is only recently completed." [From "The Bureau of Standards and Industrial Standardization" by E. B. Rosa, found in the Nov. 1919 issue (26) of the American Federationist]
"One of the most interesting public institutions in Washington is the Bureau of Standards, the buildings and grounds of which are shown in the accompanying picture as they were photographed from an airplane by one of the staff. The Bureau is located just north of Cleveland Park, a few hundred yards from the home of President Gompers. It occupied two buildings on this side between 1904 and 1910, since which is growth has been rapid and now there are about a dozen buildings, the last and largest of which is only recently completed." [From "The Bureau of Standards and Industrial Standardization" by E. B. Rosa, found in the Nov. 1919 issue (26) of the American Federationist] -
 Materials Testing Laboratory
Materials Testing Laboratory -
 NBS campus Upton Street Gate (negative)
NBS campus Upton Street Gate (negative) -
 East Building (negative)
East Building (negative)






















































































![The East Building, completed in 1913, was the fourth building of the NBS quadrangle. Dr. Rosa and his electrical staff moved into these quarters and consolidated the division, which had been scattered throughout the other three buildings on the NBS campus. The construction of these new electrical laboritories gave Dr. Rosa's division enough space so that further developments could be made in new lines of work, such as electrical measurement instruments, illuminating engineering, and wireless telegraphy. [From the NBS 1913 Annual Report, p. 184]](/wiki/File:BuildingsonOldCampus_067.jpg)




!["One of the most interesting public institutions in Washington is the Bureau of Standards, the buildings and grounds of which are shown in the accompanying picture as they were photographed from an airplane by one of the staff. The Bureau is located just north of Cleveland Park, a few hundred yards from the home of President Gompers. It occupied two buildings on this side between 1904 and 1910, since which is growth has been rapid and now there are about a dozen buildings, the last and largest of which is only recently completed." [From "The Bureau of Standards and Industrial Standardization" by E. B. Rosa, found in the Nov. 1919 issue (26) of the American Federationist]](/wiki/File:BuildingsonOldCampus_072.jpg)



Wed Feb 19 14:14:00 EST 2014
[edit]-
 House of Representatrives, 56th Congress, 1st session. Document No. 625. Letter from Secretary of the Treasury transmitting a draft of a bill for the establishment of a National Standardizing Bureau (first page)
House of Representatrives, 56th Congress, 1st session. Document No. 625. Letter from Secretary of the Treasury transmitting a draft of a bill for the establishment of a National Standardizing Bureau (first page) -
 Letter from Secretary of the Treasury transmitting a draft of a bill for the establishment of a National Standardizing Bureau (second page)
Letter from Secretary of the Treasury transmitting a draft of a bill for the establishment of a National Standardizing Bureau (second page) -
 First NBS payroll, dated July 31, 1901
First NBS payroll, dated July 31, 1901 -
 The portrait hanging on the wall behind Stratton (top center of photo) is of Michael Faraday. This portrait is currently housed in the NIST Archives. It was once given to the “Dean of Staff�, the longest serving NIST employee, to hang in his or her office, to be passed on to the next longest serving when the Dean retired.
The portrait hanging on the wall behind Stratton (top center of photo) is of Michael Faraday. This portrait is currently housed in the NIST Archives. It was once given to the “Dean of Staff�, the longest serving NIST employee, to hang in his or her office, to be passed on to the next longest serving when the Dean retired. -
 NBS payroll, dated Nov. 1902
NBS payroll, dated Nov. 1902 -
 First home of NBS (1901-1903), a part of the Coast and Geodetic Building within view of the U. S. Capitol
First home of NBS (1901-1903), a part of the Coast and Geodetic Building within view of the U. S. Capitol -
 NBS construction
NBS construction -
 Magnified view of first NBS payroll, dated July 31, 1901
Magnified view of first NBS payroll, dated July 31, 1901 -
 Engraving of quotation from the report of the House of Representatives bill establishing NBS, dated May 14, 1900
Engraving of quotation from the report of the House of Representatives bill establishing NBS, dated May 14, 1900









Wed Feb 19 12:28:47 EST 2014
[edit]-
 Official photograph, Prince George's County fire department. Two firemen using fire hose.
Official photograph, Prince George's County fire department. Two firemen using fire hose. -
 View from outside during progress of a fire
View from outside during progress of a fire -
 Experimental burning in Washington, DC in the 1920s
Experimental burning in Washington, DC in the 1920s -
 View from the outside of progress of a fire
View from the outside of progress of a fire -
 For a given duration of the fire test, dependent upon the use of the wall or partition, cracks must not develop which would permit passage of flames, nor might they develop temperatures on the unexposed side such as would easily cause ignition of waste or other combustible materials.
For a given duration of the fire test, dependent upon the use of the wall or partition, cracks must not develop which would permit passage of flames, nor might they develop temperatures on the unexposed side such as would easily cause ignition of waste or other combustible materials. -
 Automatic sprinkler tests
Automatic sprinkler tests -
 Walter Jones with the computer models of fires designed to predict smoke and toxic gas movement throughout a building
Walter Jones with the computer models of fires designed to predict smoke and toxic gas movement throughout a building -
 Sections of wall 12x16 feet insize were built within rigid portable steel frames (left). After drying, each section was moved via crane to the oil-burning furnace, which formed one wall (far wall in image). After exposure to heat, the sections were moved into the central place and sprayed with a fire hose.
Sections of wall 12x16 feet insize were built within rigid portable steel frames (left). After drying, each section was moved via crane to the oil-burning furnace, which formed one wall (far wall in image). After exposure to heat, the sections were moved into the central place and sprayed with a fire hose. -
 Fire research equipment
Fire research equipment -
 Fire research materials
Fire research materials -
 Because of frequent fires attributed to imperfect chimneys, codes emphasied proper chimney construction. Studies by NBS on different types of chimneys made at the request of the Housing and Home Finance Agency provided data on chimney design and on separation from combustible materials.
Because of frequent fires attributed to imperfect chimneys, codes emphasied proper chimney construction. Studies by NBS on different types of chimneys made at the request of the Housing and Home Finance Agency provided data on chimney design and on separation from combustible materials. -
 The cause of a fire on the U. S. Treasury roof occurring during repairs was determined by duplicating the contractor's equipment used for healing the roofing compound. The wooden flooring underneath ignited after a sufficiently long heating of the container despite it being insulated from the heater by several inches of sand and slate.
The cause of a fire on the U. S. Treasury roof occurring during repairs was determined by duplicating the contractor's equipment used for healing the roofing compound. The wooden flooring underneath ignited after a sufficiently long heating of the container despite it being insulated from the heater by several inches of sand and slate. -
 Sections of wall 12x16 feet insize were built within rigid portable steel frames (left). After drying, each section was moved via crane to the oil-burning furnace, which formed one wall (far wall in image). After exposure to heat, the sections were moved into the central place and sprayed with a fire hose.
Sections of wall 12x16 feet insize were built within rigid portable steel frames (left). After drying, each section was moved via crane to the oil-burning furnace, which formed one wall (far wall in image). After exposure to heat, the sections were moved into the central place and sprayed with a fire hose. -
 To obtain information on the intensity and duration of fires in buildings necessary in interpreting and applying results of furnace tests on building materials and construction, typical occupancies were burnt out, with accurate determination of temperatures at different levels and the corresponding durations. This view shows a portion of interior of test structure before fire, fitted up as an office occupancy with discarded furniture.
To obtain information on the intensity and duration of fires in buildings necessary in interpreting and applying results of furnace tests on building materials and construction, typical occupancies were burnt out, with accurate determination of temperatures at different levels and the corresponding durations. This view shows a portion of interior of test structure before fire, fitted up as an office occupancy with discarded furniture. -
 A fire giving an exposure corresponding to a predetermined time-temperature relative would be maintained in the test chamber, of which the specimen is shown forming one wall.
A fire giving an exposure corresponding to a predetermined time-temperature relative would be maintained in the test chamber, of which the specimen is shown forming one wall. -
 Researchers conducting fire testing
Researchers conducting fire testing -
 View of the unexposed face of a wall with asbestos-cement shingles on one side and asbestos-cement sheets on the other after 42 minutes of fire endurance in the NBS Standard Wall Test Furnace. The wall was divided into two sections, section A (left) having the shingled face exposed to the fire and section B (right) having the sheet-faced side so exposed. The wall failed by buckling of the studs under load in section B after a 42-minute exposure and in section A after a 51-minute exposure to fire. The photograph shows the unexposed face of the wall after 42 minutes of fire endurance.
View of the unexposed face of a wall with asbestos-cement shingles on one side and asbestos-cement sheets on the other after 42 minutes of fire endurance in the NBS Standard Wall Test Furnace. The wall was divided into two sections, section A (left) having the shingled face exposed to the fire and section B (right) having the sheet-faced side so exposed. The wall failed by buckling of the studs under load in section B after a 42-minute exposure and in section A after a 51-minute exposure to fire. The photograph shows the unexposed face of the wall after 42 minutes of fire endurance. -
 To obtain information on the intensity and duration of fires in buildings necessary in interpreting and applying results of furnace tests on building materials and construction, typical occupancies were burnt out, with accurate determination of temperatures at different levels and the corresponding durations. This view shows a portion of interior of test structure before fire, fitted up as an office occupancy with discarded furniture.
To obtain information on the intensity and duration of fires in buildings necessary in interpreting and applying results of furnace tests on building materials and construction, typical occupancies were burnt out, with accurate determination of temperatures at different levels and the corresponding durations. This view shows a portion of interior of test structure before fire, fitted up as an office occupancy with discarded furniture. -
 View from the outside of progress of a fire
View from the outside of progress of a fire -
 Interior of mock occupancy after fire, with all combustible material consumed except contents of the two insulated safes.
Interior of mock occupancy after fire, with all combustible material consumed except contents of the two insulated safes. -
 Experiements at the NBS Center for Fire Research were aimed at establishing in a measurable way the relative contrubution of smoke toxicity to the overall hazards of fire. Dr. Barbara Levin, head of fire toxicology at NBS, prepares a fire research experiment.
Experiements at the NBS Center for Fire Research were aimed at establishing in a measurable way the relative contrubution of smoke toxicity to the overall hazards of fire. Dr. Barbara Levin, head of fire toxicology at NBS, prepares a fire research experiment. -
 Fire research experiment
Fire research experiment -
 Walter Jones with the computer models of fires designed to predict smoke and toxic gas movement throughout a building
Walter Jones with the computer models of fires designed to predict smoke and toxic gas movement throughout a building -
 Interior of mock occupancy after fire, with all combustible material consumed except contents of the two insulated safes
Interior of mock occupancy after fire, with all combustible material consumed except contents of the two insulated safes -
 Fire research on smoke alarms
Fire research on smoke alarms -
 Randall Lawson with fire testing equipment
Randall Lawson with fire testing equipment -
 Research on textiles
Research on textiles -
 Fire research experiment
Fire research experiment -
 View from outside during progress of a fire
View from outside during progress of a fire -
 (left to right) Deputy Secretary of Commerce Thomas J. Murrin; C. Lynn Forney, mathematician; Emil Braun, physicist; Richard D. Peacock, chemical engineer; Walter W. Jones, group leader, Fire Hazard Analysis; Richard W. Bukowski, senior research engineer; Under Secretary for Technology Robert M. White
(left to right) Deputy Secretary of Commerce Thomas J. Murrin; C. Lynn Forney, mathematician; Emil Braun, physicist; Richard D. Peacock, chemical engineer; Walter W. Jones, group leader, Fire Hazard Analysis; Richard W. Bukowski, senior research engineer; Under Secretary for Technology Robert M. White -
 NIST Hazard I Software User's Guide, Version 1.1, Technical Reference Guide Version 1.1, and computer display
NIST Hazard I Software User's Guide, Version 1.1, Technical Reference Guide Version 1.1, and computer display -
 Featured in NBS Dimensions publication, January 1975. Household fires
Featured in NBS Dimensions publication, January 1975. Household fires -
 Featured in NBS Dimensions publication, January 1975. "Survey Results in New Household Fire Data."
Featured in NBS Dimensions publication, January 1975. "Survey Results in New Household Fire Data." -
 Featured in NBS Dimensions publication, January 1975. "Survey Results in New Household Fire Data." The man inside the fire was running out of air. There is a man pictured on the ledge. Firemen retrieved the ladder from the engine.
Featured in NBS Dimensions publication, January 1975. "Survey Results in New Household Fire Data." The man inside the fire was running out of air. There is a man pictured on the ledge. Firemen retrieved the ladder from the engine. -
 Fireman climbing to rescue individuals in the second story of a three-story garden-type house
Fireman climbing to rescue individuals in the second story of a three-story garden-type house -
 Featured in NBS Dimensions publication, January 1975. "Survey Results in New Household Fire Data."
Featured in NBS Dimensions publication, January 1975. "Survey Results in New Household Fire Data." -
![Featured in Bureau of Standards Circular No. 75, "Safety for the Household." Soda-acid fire extinguisher, held upright until fire is reached [Fig. 24]; and soda-acid fire extinguisher, inverted at fire and set into action [Fig. 25]](https://upload.wikimedia.org/wikipedia/commons/thumb/a/ab/FireResearch_038.jpg/80px-FireResearch_038.jpg) Featured in Bureau of Standards Circular No. 75, "Safety for the Household." Soda-acid fire extinguisher, held upright until fire is reached [Fig. 24]; and soda-acid fire extinguisher, inverted at fire and set into action [Fig. 25]
Featured in Bureau of Standards Circular No. 75, "Safety for the Household." Soda-acid fire extinguisher, held upright until fire is reached [Fig. 24]; and soda-acid fire extinguisher, inverted at fire and set into action [Fig. 25] -
 Fire research measurements
Fire research measurements -
 Photo taken by Mark Helfer, image taken from slide.
Photo taken by Mark Helfer, image taken from slide. -
 This is one step in the procedure developed at NBS for measuring the potential heat of materials in building fires.
This is one step in the procedure developed at NBS for measuring the potential heat of materials in building fires. -
 Two firefighters on ground level assisting a third in a second-story window
Two firefighters on ground level assisting a third in a second-story window




































![Featured in Bureau of Standards Circular No. 75, "Safety for the Household." Soda-acid fire extinguisher, held upright until fire is reached [Fig. 24]; and soda-acid fire extinguisher, inverted at fire and set into action [Fig. 25]](/wiki/File:FireResearch_038.jpg)




Wed Feb 19 11:39:58 EST 2014
[edit]-
 High pressure studies of lanthanum reveal a transition which is indicated by the rings on this x-ray diffraction photograph. The diffraction rings in opposed quadtrants at 1 bar indicate the low-pressure hexagonal structure. At 33 kilobars the rings indicate that lanthanum has a cubic close-packed structure.
High pressure studies of lanthanum reveal a transition which is indicated by the rings on this x-ray diffraction photograph. The diffraction rings in opposed quadtrants at 1 bar indicate the low-pressure hexagonal structure. At 33 kilobars the rings indicate that lanthanum has a cubic close-packed structure. -

-
 This device enables scientists to study the effects of pressure on molecular interactions through infrared spectroscopy by permitting application of very high pressures to a specimen squeezed between Diamond Anvils. Instruments like this one, which was designed at NBS around 1960, are now used in many laboratories throughout the world for spectroscopy, microscopy, and x-ray diffraction. In order to study the effects of very high pressure on molecular interactions, finely powdered material is squeezed to a film between the flat surfaces of two gem-cut diamonds. The facets, which form the anvil, have an area of about 0.1 mm, and the diamonds are of Type II, which is transparent to infrared radiation between 1750 -1 and 300 -1. Each diamond is mounted in a close-fitting recess in a piston of 1 cm diameter and having an axial hole, which permits passage of the radiation beam. The anvil faces can be adjusted to parallelism by means of a set of tiny leveling screws. The entire assembly is sufficiently compact to be held on the stage of a microscope or placed in an infrared spectrometer or an x-ray diffractometer. Anvil pressures up to 20 gigapascals (200 kilobars) can be developed, the force being applied to the anvil facets through the mounting pistons by compression of the helical spring acting through the 2:1 level system.
This device enables scientists to study the effects of pressure on molecular interactions through infrared spectroscopy by permitting application of very high pressures to a specimen squeezed between Diamond Anvils. Instruments like this one, which was designed at NBS around 1960, are now used in many laboratories throughout the world for spectroscopy, microscopy, and x-ray diffraction. In order to study the effects of very high pressure on molecular interactions, finely powdered material is squeezed to a film between the flat surfaces of two gem-cut diamonds. The facets, which form the anvil, have an area of about 0.1 mm, and the diamonds are of Type II, which is transparent to infrared radiation between 1750 -1 and 300 -1. Each diamond is mounted in a close-fitting recess in a piston of 1 cm diameter and having an axial hole, which permits passage of the radiation beam. The anvil faces can be adjusted to parallelism by means of a set of tiny leveling screws. The entire assembly is sufficiently compact to be held on the stage of a microscope or placed in an infrared spectrometer or an x-ray diffractometer. Anvil pressures up to 20 gigapascals (200 kilobars) can be developed, the force being applied to the anvil facets through the mounting pistons by compression of the helical spring acting through the 2:1 level system. -
 X-ray powder diffraction film showing diffraction rings in cesium fluoride at pressures of 1 bar and 20 kilobars. The film indicates that CsF exhibits a NaCl-type structure at 1 bar, but converts to a CaCl-type structure at higher pressures of approximateoy 20 kilobars. The white spots on the film are caused by diffraction from the diamond anvils of the pressure apparatus and are unimportant to the CsF crystallographic analysis.
X-ray powder diffraction film showing diffraction rings in cesium fluoride at pressures of 1 bar and 20 kilobars. The film indicates that CsF exhibits a NaCl-type structure at 1 bar, but converts to a CaCl-type structure at higher pressures of approximateoy 20 kilobars. The white spots on the film are caused by diffraction from the diamond anvils of the pressure apparatus and are unimportant to the CsF crystallographic analysis.




Wed Feb 19 11:27:33 EST 2014
[edit]-

-
 The helium liquifier, designed by the Cryogenic Engineering Laboratory of NBS, was one-tenth the size of that proposed for the Navy Bureau of Aeronautics. D. B Mann (left), liquid helium project leader, designed the liquification process equipment. B. W. Birmingham (right), Assistant Chief of the Cryogenic Engineering Laboratory, carried out studies of the feasability of helium liquification and transportation at or near its liquid density.
The helium liquifier, designed by the Cryogenic Engineering Laboratory of NBS, was one-tenth the size of that proposed for the Navy Bureau of Aeronautics. D. B Mann (left), liquid helium project leader, designed the liquification process equipment. B. W. Birmingham (right), Assistant Chief of the Cryogenic Engineering Laboratory, carried out studies of the feasability of helium liquification and transportation at or near its liquid density. -
 Each of the three compressors took hydrogen gas from a low-pressure supply at .75 lb/in^2 and compressed it to 2000 lb/in^2. The compressors required 25 horsepower, and were four-stage and water-cooled. Victor J. Johnson, project leader for plant operations, shown standing in front of a bank of air-operated selector valves which connected the compressors to either of the two hydrogen liquifying symbols.
Each of the three compressors took hydrogen gas from a low-pressure supply at .75 lb/in^2 and compressed it to 2000 lb/in^2. The compressors required 25 horsepower, and were four-stage and water-cooled. Victor J. Johnson, project leader for plant operations, shown standing in front of a bank of air-operated selector valves which connected the compressors to either of the two hydrogen liquifying symbols. -

-
 Master panel board in the hydrogen liquefication plant of the NBS-AEC Cryogenic Engineering Laboratory. The two sections on the left were identical in function and were used alternatively, depending on which of the two liquifiers was in operation, to control the flow of hydrogen through the liquifier. The larger dials in these sections recorded and controlled the level of liquid hydrogen and liquid nitrogen in the liquifiers and purifiers, regulated pressure, and recorded temperature. The smaller dials indicated pressure. The control for the Joule-Thomson expansion balbe was the central of the three valve controls located just below the row of four smaller dials. The end panel section (at right) contained additional temperature recorders, indicators to show the amount of gas in external gas holders, a system of lights to indicate those parts of the system which were in operation, and the controlls for an emergency venting system. The portion of the panel board not shown contained the controls and indicating dials for devices which determined the oxygen and nitrogen content of the hydrogen. [From "NBS-AEC Cryogenic Engineering Laboratory," in NBS Summary Technical Report 1736, August 1953.
Master panel board in the hydrogen liquefication plant of the NBS-AEC Cryogenic Engineering Laboratory. The two sections on the left were identical in function and were used alternatively, depending on which of the two liquifiers was in operation, to control the flow of hydrogen through the liquifier. The larger dials in these sections recorded and controlled the level of liquid hydrogen and liquid nitrogen in the liquifiers and purifiers, regulated pressure, and recorded temperature. The smaller dials indicated pressure. The control for the Joule-Thomson expansion balbe was the central of the three valve controls located just below the row of four smaller dials. The end panel section (at right) contained additional temperature recorders, indicators to show the amount of gas in external gas holders, a system of lights to indicate those parts of the system which were in operation, and the controlls for an emergency venting system. The portion of the panel board not shown contained the controls and indicating dials for devices which determined the oxygen and nitrogen content of the hydrogen. [From "NBS-AEC Cryogenic Engineering Laboratory," in NBS Summary Technical Report 1736, August 1953. -

-

-

-

-
 The band visible on the venturi core marks the constant-area throat. Above the band, the air-water flow is converging to this area while below the band the flow is divurging. NBS measurements with this apparatus resulted in valuable data that aided in the design on cryogenic transfer systems.
The band visible on the venturi core marks the constant-area throat. Above the band, the air-water flow is converging to this area while below the band the flow is divurging. NBS measurements with this apparatus resulted in valuable data that aided in the design on cryogenic transfer systems. -
 The venturi core was designed so that it could be moved up or down to make pressure measurements (by taps attached at right) at varying distances from the constant-area throat. This procedure resulted in accurate pressure measurements in the difficult region near the critical point.
The venturi core was designed so that it could be moved up or down to make pressure measurements (by taps attached at right) at varying distances from the constant-area throat. This procedure resulted in accurate pressure measurements in the difficult region near the critical point. -
 Also visible, the terminal block for transducer connections and the actuating device for lowering and raising the sensors in the dewar at the NBS Cryogenic Engineering Laboratory.
Also visible, the terminal block for transducer connections and the actuating device for lowering and raising the sensors in the dewar at the NBS Cryogenic Engineering Laboratory. -

-

-

-
 Distribution of liquid hydrogen to laboratorieswas made in 6,000 liter Dewar trailers.
Distribution of liquid hydrogen to laboratorieswas made in 6,000 liter Dewar trailers. -
 This technique was experimentally investigated by the NBS CEL, and was used by NASA to prevent cavitation in the supply line to the motor of the Saturn I second-stage engine during the pre-launch period at Cape Kennedy in January 1964.
This technique was experimentally investigated by the NBS CEL, and was used by NASA to prevent cavitation in the supply line to the motor of the Saturn I second-stage engine during the pre-launch period at Cape Kennedy in January 1964. -

-
 A: Each type of hydrogen molecule consists of 2 hydrogen atoms (spheres) connected by a covalent bond (connecting bar). Light arrows indicated direction of nuclear spin; heavy arrows penetrating spheres show direction of spin axis. In orthohydrogen, the less stable type at lower temperatures, the spin axes point in the same direction; in parahydrogen the axes are directly opposed. B: Catalyst is a porous ferromagnetic material, hydrous ferric oxide, through which normal hydrogen (75 percent ortho, 25 percent para) is made to pass. The magnetic field within the small pores, one of which is prepresented here (dotted lines are lines of magnetic force), varies rapidly from one point to another. The inhomogenous field interacts with the magnetic moments of the hydrogen atoms and produces internal "strains" which disturb the balance within the unstable ortho molecules.One is shown here (at left) being symbolically "twisted" by the action of the field. The actual process is governed by quantum rules and the transition to the stable para structure is sudden. Another possible mechanism, for which the evidence is more definite at higher temperatures, is shown symbolically at the right. Here the ortho molecules dissociate as they are absorbed on the catalyst surfave, and then the atoms can recombine into a stable paramolecule as they are desorbed.
A: Each type of hydrogen molecule consists of 2 hydrogen atoms (spheres) connected by a covalent bond (connecting bar). Light arrows indicated direction of nuclear spin; heavy arrows penetrating spheres show direction of spin axis. In orthohydrogen, the less stable type at lower temperatures, the spin axes point in the same direction; in parahydrogen the axes are directly opposed. B: Catalyst is a porous ferromagnetic material, hydrous ferric oxide, through which normal hydrogen (75 percent ortho, 25 percent para) is made to pass. The magnetic field within the small pores, one of which is prepresented here (dotted lines are lines of magnetic force), varies rapidly from one point to another. The inhomogenous field interacts with the magnetic moments of the hydrogen atoms and produces internal "strains" which disturb the balance within the unstable ortho molecules.One is shown here (at left) being symbolically "twisted" by the action of the field. The actual process is governed by quantum rules and the transition to the stable para structure is sudden. Another possible mechanism, for which the evidence is more definite at higher temperatures, is shown symbolically at the right. Here the ortho molecules dissociate as they are absorbed on the catalyst surfave, and then the atoms can recombine into a stable paramolecule as they are desorbed. -
 This study was made to determine growth patterns, lattice parameters, and final orientations of martensite transformations.
This study was made to determine growth patterns, lattice parameters, and final orientations of martensite transformations. -

-
 The hair-like frost formation has some insulation value on the uninsulated cryo-surface.
The hair-like frost formation has some insulation value on the uninsulated cryo-surface. -
 The particles were photographed in exact relation to a 2mm grid spacing.
The particles were photographed in exact relation to a 2mm grid spacing. -
 Properties of superconductors, particularly magneto-resistivity, change radically with a change in one dimension. Better materials for the windings of superconducting electro-magnets was an objective of this research.
Properties of superconductors, particularly magneto-resistivity, change radically with a change in one dimension. Better materials for the windings of superconducting electro-magnets was an objective of this research. -
 The main Radio Building (foreground) was headquarters for the newly reorganized Central Radio Propogation Laboratory. Part of the main building also housed the Radio Standards Laboratory. The building in the background was the Cryogenics Laboratory.
The main Radio Building (foreground) was headquarters for the newly reorganized Central Radio Propogation Laboratory. Part of the main building also housed the Radio Standards Laboratory. The building in the background was the Cryogenics Laboratory. -



























Wed Feb 19 11:02:19 EST 2014
[edit]-
 Dr. Luther H. Evans (left) watches Chief Justice of the U. S. Fred M. Vinson and President Harry S. Truman clamp down the enclosure containing the final leaf of the U. S. Constitution prior to its sealing in the dedication ceremony held at the Library of Congress on Constitution Day, September 17, 1951.
Dr. Luther H. Evans (left) watches Chief Justice of the U. S. Fred M. Vinson and President Harry S. Truman clamp down the enclosure containing the final leaf of the U. S. Constitution prior to its sealing in the dedication ceremony held at the Library of Congress on Constitution Day, September 17, 1951. -
 Section sketch of the glass enclosure recommended for the preservation of the Declaration of Independence and the U. S. Constitution. The backing paper and cover glass position the document, the bronze bracket separates the glass plates from the assembly, and the lead strip soldered to the glass plate completely seals the document from the outside atmosphere. The size shown is for the Constitution.
Section sketch of the glass enclosure recommended for the preservation of the Declaration of Independence and the U. S. Constitution. The backing paper and cover glass position the document, the bronze bracket separates the glass plates from the assembly, and the lead strip soldered to the glass plate completely seals the document from the outside atmosphere. The size shown is for the Constitution. -

-

-

-

-
 The front cover glass is checked for cleanliness before it is finally placed on the assembly of bronze bracket, inner cover place, Declaration of Independence document, backing paper, and back cover plate. When the front glass panel is placed on the assembly, the assembly is completed.
The front cover glass is checked for cleanliness before it is finally placed on the assembly of bronze bracket, inner cover place, Declaration of Independence document, backing paper, and back cover plate. When the front glass panel is placed on the assembly, the assembly is completed. -
 After the cover glass has been placed over the manuscript and the leak detector cells installed in the lead seal and bracket, dust and foreign matter are cleaned from the enclosure with a jet of compressed air by Dr. Roy W. Wampler.
After the cover glass has been placed over the manuscript and the leak detector cells installed in the lead seal and bracket, dust and foreign matter are cleaned from the enclosure with a jet of compressed air by Dr. Roy W. Wampler. -
 One of the sheets of the Constitution as it arrived at NBS to be sealed in a helium-filled glass container to be permanently preserved. Each sheet of the Constitution and the Declaration of Independence were sealed in individual capsules and put on display in the Shrine at the Library of Congress.
One of the sheets of the Constitution as it arrived at NBS to be sealed in a helium-filled glass container to be permanently preserved. Each sheet of the Constitution and the Declaration of Independence were sealed in individual capsules and put on display in the Shrine at the Library of Congress. -

-
 Preservation of the Declaration of Independence and the Constitution of the United States ceremony at the Shrine, Library of Congress, September 17, 1951. Shown (from left): Luther H. Evans, Librarian of Congress; Frederick Moore Vinson, Chief Justice of the Supreme Court; and Harry Truman, President of the United States.
Preservation of the Declaration of Independence and the Constitution of the United States ceremony at the Shrine, Library of Congress, September 17, 1951. Shown (from left): Luther H. Evans, Librarian of Congress; Frederick Moore Vinson, Chief Justice of the Supreme Court; and Harry Truman, President of the United States. -

-

-

-

-

-

-

-

-
 Dr. Roy W. Wampler of the Libbey-Owens-Ford Glass Company polishing one of the cover plates of the glass and metal assembly of the enclosure housing the Declaration of Independence. Dr. Luther H. Evans, Librarian of Congress, watches. The glass plates of the enclosures were made of special tempered glass and soldered to a lead strip sealing the documents into an airtight envelope.
Dr. Roy W. Wampler of the Libbey-Owens-Ford Glass Company polishing one of the cover plates of the glass and metal assembly of the enclosure housing the Declaration of Independence. Dr. Luther H. Evans, Librarian of Congress, watches. The glass plates of the enclosures were made of special tempered glass and soldered to a lead strip sealing the documents into an airtight envelope. -
 Dr. Gordon M. Kline, Chief of the Organic Plastics Section of NBS (left), Alvin W. Kremer, Keeper of the Collections of the Library of Congress, and Dr. Luther H. Evans, Librarian of Congress, placing the original parchment of the Declaration of Independence into its enclosure assembly before it was sealed. Dr. Kline was in charge of the research program conducted by NBS prior to the sealing of the manuscripts.
Dr. Gordon M. Kline, Chief of the Organic Plastics Section of NBS (left), Alvin W. Kremer, Keeper of the Collections of the Library of Congress, and Dr. Luther H. Evans, Librarian of Congress, placing the original parchment of the Declaration of Independence into its enclosure assembly before it was sealed. Dr. Kline was in charge of the research program conducted by NBS prior to the sealing of the manuscripts. -
 The original manuscript of the Declaration of Independence being carried into the NBS Chemistry Building on August 22, 1951. The Declaration of Independence and the U. S. Constitution were brought to NBS to be sealed in helium-filled glass enclosures to protect them against decay and insect damage. The process started on August 22 and continued for a month while pure helium gas was allowed to flow through each enclosure for two weeks, totally displacing the inside air.
The original manuscript of the Declaration of Independence being carried into the NBS Chemistry Building on August 22, 1951. The Declaration of Independence and the U. S. Constitution were brought to NBS to be sealed in helium-filled glass enclosures to protect them against decay and insect damage. The process started on August 22 and continued for a month while pure helium gas was allowed to flow through each enclosure for two weeks, totally displacing the inside air. -
 While helium was flushed through the document enclosure, periodic checks with the leak detector revealed the degree to which oxygen had been displaced with pure helium. After all of the air was replaced by helium, the inlet and outlet tubes were sealed and removed from the enclosure. E. C. Creitz (pictured) was connecting the ammeter to the conductivity cells during the flushing operation.
While helium was flushed through the document enclosure, periodic checks with the leak detector revealed the degree to which oxygen had been displaced with pure helium. After all of the air was replaced by helium, the inlet and outlet tubes were sealed and removed from the enclosure. E. C. Creitz (pictured) was connecting the ammeter to the conductivity cells during the flushing operation. -
 The outer gold frame was placed over the completely enclosed and sealed Declaration of Independence after the flushing operation was completed. Mr. Gilles and Dr. Wampler of Libbey-Owens-Ford Glass Company fasten the last screws in the assembly. The lead from the bottom of the container enabled the leak detector meter to be connected to the leak detecting cells without removing the enclosure from the Shrine at the Library of Congress.
The outer gold frame was placed over the completely enclosed and sealed Declaration of Independence after the flushing operation was completed. Mr. Gilles and Dr. Wampler of Libbey-Owens-Ford Glass Company fasten the last screws in the assembly. The lead from the bottom of the container enabled the leak detector meter to be connected to the leak detecting cells without removing the enclosure from the Shrine at the Library of Congress. -

-

-
 The bronze bracket being fitted to the top glass panel in one of the final assembling steps. Dr. R. W. Wampler is positioning the bracket while L. Gilles ensures that the leak detectorcells attacked to the panel fit into their slots in the bracket. Dr. G. M. Kline is on the right.
The bronze bracket being fitted to the top glass panel in one of the final assembling steps. Dr. R. W. Wampler is positioning the bracket while L. Gilles ensures that the leak detectorcells attacked to the panel fit into their slots in the bracket. Dr. G. M. Kline is on the right. -
 When the glass enclosure containing the original manuscript of the Declaration of Independence was completely assembled, it was clamped together with "C" clamps at each corner of the case. The clamps prevented the cover plates from being pushed out of alignment with the lead strip and bracket in the soldering operation. Dr. Gordon M. Kline of NBS watches Louis Gilles and Dr. Roy Wampler of the Libbey-Owens-Ford Glass Company clamp the elements of the Declaration of Independence enclosure assembly together.
When the glass enclosure containing the original manuscript of the Declaration of Independence was completely assembled, it was clamped together with "C" clamps at each corner of the case. The clamps prevented the cover plates from being pushed out of alignment with the lead strip and bracket in the soldering operation. Dr. Gordon M. Kline of NBS watches Louis Gilles and Dr. Roy Wampler of the Libbey-Owens-Ford Glass Company clamp the elements of the Declaration of Independence enclosure assembly together. -
 The leak detector cells within the lead seal were tested for electrical continuity by Carrol Creitz of NBS and Louis Gilles of the Libbey-Owens-Ford Glass Company. Dr. G. M. Kline, Chief of the Organic Plastocs Section, is on the right.
The leak detector cells within the lead seal were tested for electrical continuity by Carrol Creitz of NBS and Louis Gilles of the Libbey-Owens-Ford Glass Company. Dr. G. M. Kline, Chief of the Organic Plastocs Section, is on the right. -
 Tubes sealed in holes drilled through the lead strip in diagonally opposite corners of the Declaration of Independence enclosure served as inlet and outlet ports for the helium. The ports permitted the complete replacement of the air atmosphere surrounding the document with specially humidified heliu. Pictured is Louis Gilles of the Libbey-Owens-Ford Glass Company.
Tubes sealed in holes drilled through the lead strip in diagonally opposite corners of the Declaration of Independence enclosure served as inlet and outlet ports for the helium. The ports permitted the complete replacement of the air atmosphere surrounding the document with specially humidified heliu. Pictured is Louis Gilles of the Libbey-Owens-Ford Glass Company. -
 Following the assembly of all the elements of the enclosure containing the Declaration of Independence, Louis Gilles soldered the lead strip to the glass plates in one of the most critical steps of the sealing operation. Pictured in the foreground are the accesseries used in soldering the strip to the glass.
Following the assembly of all the elements of the enclosure containing the Declaration of Independence, Louis Gilles soldered the lead strip to the glass plates in one of the most critical steps of the sealing operation. Pictured in the foreground are the accesseries used in soldering the strip to the glass. -
 With the document in position, the cover glass was placed over it to keep it from wrinkling. Before placing the bronze bracket, two leak detector cells were sealed in slots cut in the bracket. These cells detected any change in the composition of the gas within the enclosure. Wires leading to the cells passed through a Kovar tube in which they were fixed by a glass bead. Louis Gilles of the Libbey-Owens-Ford Glass Company seals the Kovar tube in a hole in the lead strip which is attached to the glass panels of the enclosure.
With the document in position, the cover glass was placed over it to keep it from wrinkling. Before placing the bronze bracket, two leak detector cells were sealed in slots cut in the bracket. These cells detected any change in the composition of the gas within the enclosure. Wires leading to the cells passed through a Kovar tube in which they were fixed by a glass bead. Louis Gilles of the Libbey-Owens-Ford Glass Company seals the Kovar tube in a hole in the lead strip which is attached to the glass panels of the enclosure. -
 E. C. Creitz of the NBS Gas Chemistry Laboratory installing two of the leak-detecting cells sealed in the channel around the edge of the enclosure. For each enclosure, four cells were involved. Two of these were sealed within the enclosure and two were located in the channel along with the enclosure edge. By plugging the leak detecting meter into the leads of the four cells, a small current energized the cells. The circuit of these cells was so arranged so that the instrument compared the resistance of the four cells, the two measuring cells with the two outside reference cells. The comparison indicated whether any change had occured in the composition of the gas within the enclosure. If a change had occured, the cells were not in balance and the meter indicated a leak.
E. C. Creitz of the NBS Gas Chemistry Laboratory installing two of the leak-detecting cells sealed in the channel around the edge of the enclosure. For each enclosure, four cells were involved. Two of these were sealed within the enclosure and two were located in the channel along with the enclosure edge. By plugging the leak detecting meter into the leads of the four cells, a small current energized the cells. The circuit of these cells was so arranged so that the instrument compared the resistance of the four cells, the two measuring cells with the two outside reference cells. The comparison indicated whether any change had occured in the composition of the gas within the enclosure. If a change had occured, the cells were not in balance and the meter indicated a leak. -
 Preparatory to flushing pure helium through the enclosure, copper tubing leading from the source of pure helium was connected to the inlet tube of the test enclosure to flush all aur from the assembly. E. C. Creitz (pictured) of NBS sealed the inlet tube from the helium humidifier to the short tube leading into this enclosure. In front of the enclosure (pictured), the bubble counter and emergency seal on the outlet tube connected to the lower right corner of the enclosure.
Preparatory to flushing pure helium through the enclosure, copper tubing leading from the source of pure helium was connected to the inlet tube of the test enclosure to flush all aur from the assembly. E. C. Creitz (pictured) of NBS sealed the inlet tube from the helium humidifier to the short tube leading into this enclosure. In front of the enclosure (pictured), the bubble counter and emergency seal on the outlet tube connected to the lower right corner of the enclosure. -
 While helium was flushed through the document enclosure, periodic checks with the leak detector revealed the degree to which the oxygen had been displaced with pure helium. After all of the air had been replaced by helium, the inlet and outlet tubes were sealed and removed from the enclosure. E. C. Creitz is shown connecting the ammeter to the conductivity cells during the flushing operation.
While helium was flushed through the document enclosure, periodic checks with the leak detector revealed the degree to which the oxygen had been displaced with pure helium. After all of the air had been replaced by helium, the inlet and outlet tubes were sealed and removed from the enclosure. E. C. Creitz is shown connecting the ammeter to the conductivity cells during the flushing operation. -
 Pure helium from a cylinder at high pressure was passed through a pressure-reduction gage into the humidifying unit (center). The pure helium was humidified by adding sufficient water vapor to produce a relative humidity of 25 to 35 percent. The proper humidity was achieved by passing the helium through distilled water maintained at a temperature of 4 degrees to 6 degrees Celsius. The insulated water bath in which the humidification tower was immersed was thermostatically controlled at the desired temperature. E. C. Cretiz of NBS Gas Chemistry Laboratory, shown, checking the temperature of the bath. The arched hose connected the humidifying unit to the gas compressor (on the right).
Pure helium from a cylinder at high pressure was passed through a pressure-reduction gage into the humidifying unit (center). The pure helium was humidified by adding sufficient water vapor to produce a relative humidity of 25 to 35 percent. The proper humidity was achieved by passing the helium through distilled water maintained at a temperature of 4 degrees to 6 degrees Celsius. The insulated water bath in which the humidification tower was immersed was thermostatically controlled at the desired temperature. E. C. Cretiz of NBS Gas Chemistry Laboratory, shown, checking the temperature of the bath. The arched hose connected the humidifying unit to the gas compressor (on the right). -
 During the humidifying process, pure helium was allowed to flow through the enclosure for two weeks to assure that all of the air was completely driven from the enclosure and replaced by humidified helium. The Declaration of Independence and the Constitution of the United States were constantly guarded during this long process by guards on the staff of the Library of Congress.
During the humidifying process, pure helium was allowed to flow through the enclosure for two weeks to assure that all of the air was completely driven from the enclosure and replaced by humidified helium. The Declaration of Independence and the Constitution of the United States were constantly guarded during this long process by guards on the staff of the Library of Congress. -

-

-

-

-











































Wed Feb 19 10:28:37 EST 2014
[edit]-
 Depicted: (row one) Hubbell, E. G.; Stillman, M. H.; Kratzer, D. A.; Diggennaro, Frank; (row two) Reed, F. W.; Carter, D. R.; Christre, L. I.; Morgan, W. V.; (row three) Danaker, W. E.; Imeker, L. J.; Hildebrand, L. E.; Holmes, Frank.
Depicted: (row one) Hubbell, E. G.; Stillman, M. H.; Kratzer, D. A.; Diggennaro, Frank; (row two) Reed, F. W.; Carter, D. R.; Christre, L. I.; Morgan, W. V.; (row three) Danaker, W. E.; Imeker, L. J.; Hildebrand, L. E.; Holmes, Frank. -
 Depicted: (row one) Yung-Kwai, Eliz; McKeon, James P.; Harrington, W. J.; Duncan, R. C.; (row two) Johnson, Lillie; Alafheig, Wm. J.; Davis, A. S.; Andrews, Wm.; (row three) Peterson, J. B.; Voss, C. J.; Schultz, J. W.; Hegman, R. E.
Depicted: (row one) Yung-Kwai, Eliz; McKeon, James P.; Harrington, W. J.; Duncan, R. C.; (row two) Johnson, Lillie; Alafheig, Wm. J.; Davis, A. S.; Andrews, Wm.; (row three) Peterson, J. B.; Voss, C. J.; Schultz, J. W.; Hegman, R. E. -
 Depicted: (row one) Nixon, H. A.; Hindman, G. F.; Britt, M. E.; Green, Edward A.; (row two) Isaacs, A.; Fox, T. P.; Moore, Jeb.; Green, J. P.; (row three) Hastings, H. F.; Rowe, C. R.; Judson, E. B.; Baily, F. R.
Depicted: (row one) Nixon, H. A.; Hindman, G. F.; Britt, M. E.; Green, Edward A.; (row two) Isaacs, A.; Fox, T. P.; Moore, Jeb.; Green, J. P.; (row three) Hastings, H. F.; Rowe, C. R.; Judson, E. B.; Baily, F. R. -
 Depicted: (row one) Willis, B. S.; Connery, E. W.; Etter, George J., Steiner, H.; (row two) Walen, E. D.; Baker, H. C., Parker, H. F., Sherling, E. O.; (row three) Wunder, H. C., Merritt, George E.; Kahler, Herbert; Skogland, James F.
Depicted: (row one) Willis, B. S.; Connery, E. W.; Etter, George J., Steiner, H.; (row two) Walen, E. D.; Baker, H. C., Parker, H. F., Sherling, E. O.; (row three) Wunder, H. C., Merritt, George E.; Kahler, Herbert; Skogland, James F. -
 Depicted: (row one) Coblentz, Dr. William W.; Green, Mrs. Leora; Lofton, R. E.; Herlich, David; (row two) Vinal, George W.; Sefton, L. B.; Savring, L.; (row three) Smith, Helen H.; Hugh, R. H.; Montgomery, N.; Preslon, J. R.
Depicted: (row one) Coblentz, Dr. William W.; Green, Mrs. Leora; Lofton, R. E.; Herlich, David; (row two) Vinal, George W.; Sefton, L. B.; Savring, L.; (row three) Smith, Helen H.; Hugh, R. H.; Montgomery, N.; Preslon, J. R. -
 Depicted: (row one) Hunt, F. L.; Mahoney, C. I.; Seivally, A. W.; Vorhees, S. S.; (row two) Webb, E. F.; Schmidt, John; Vorhees, S. S.; (row three) Buck, P. R.; Hidnert, Peter; Markley, E. J.; Souder, Wilmer H. Wilmer H. Souder was an early forensic scientist who assisted in solving the Lindberg kidnapping case and began the FBI crime laboratory.
Depicted: (row one) Hunt, F. L.; Mahoney, C. I.; Seivally, A. W.; Vorhees, S. S.; (row two) Webb, E. F.; Schmidt, John; Vorhees, S. S.; (row three) Buck, P. R.; Hidnert, Peter; Markley, E. J.; Souder, Wilmer H. Wilmer H. Souder was an early forensic scientist who assisted in solving the Lindberg kidnapping case and began the FBI crime laboratory. -
 Depicted: (row one) Buck, Jock H.; Lapp, C. J.; Hoffman, L. A.; Hoffman, L. A.; (row two) Hansen, John A.; Skicer, Edw. S.; Schwartz, Bernard J.; Stearns, Howard O.; (row three) Bouldry, Carleton; Angel, W. P.; Lanseke, O. A.; Austin, B. F.
Depicted: (row one) Buck, Jock H.; Lapp, C. J.; Hoffman, L. A.; Hoffman, L. A.; (row two) Hansen, John A.; Skicer, Edw. S.; Schwartz, Bernard J.; Stearns, Howard O.; (row three) Bouldry, Carleton; Angel, W. P.; Lanseke, O. A.; Austin, B. F. -
 Depicted: (row one) Wilcox, D. F.; Hawkins, James E.; Linscott, R. F.; (row two) Becker, J. A.; Fisher, M. F.; Godfrey, C. M.; Patrick, E. C.; (row three) Brown, W. E.; Sanford, R. L.; Dawson, L. H.; Forman, N. L.
Depicted: (row one) Wilcox, D. F.; Hawkins, James E.; Linscott, R. F.; (row two) Becker, J. A.; Fisher, M. F.; Godfrey, C. M.; Patrick, E. C.; (row three) Brown, W. E.; Sanford, R. L.; Dawson, L. H.; Forman, N. L. -
 Depicted: (row one) Newman, Mary; Gardner, Luke G.; Gardner, Roumane; (row two) Peterson, Willie; Willey, G. B.; unknown (no number); unknown (no number); (row three) Jenkins, William; Hefti, F.; Young, Thomas C.
Depicted: (row one) Newman, Mary; Gardner, Luke G.; Gardner, Roumane; (row two) Peterson, Willie; Willey, G. B.; unknown (no number); unknown (no number); (row three) Jenkins, William; Hefti, F.; Young, Thomas C. -
 Depicted: (row one) Forsberg, C. E.; Chase, Louis E.; Johannsen, J. A.; Land, I. O.; (row two) Lannen, Wm. M.; Ludwig, A. A.; Alexander, N. W.; Garand, John C.; (row three) Hardy, Floyd H.; Keiser, Lewis; Scott, M. G.; Magruder, Harry C. John C. Garand designed the Garand M1 rifle used by the U. S. Armed Forces in World War II.
Depicted: (row one) Forsberg, C. E.; Chase, Louis E.; Johannsen, J. A.; Land, I. O.; (row two) Lannen, Wm. M.; Ludwig, A. A.; Alexander, N. W.; Garand, John C.; (row three) Hardy, Floyd H.; Keiser, Lewis; Scott, M. G.; Magruder, Harry C. John C. Garand designed the Garand M1 rifle used by the U. S. Armed Forces in World War II. -
 Depicted: (row one) Reed, D. S.; Deffenbaugh, Roy A.; Youst, A. C.; Epstein, S. W.; (row two) Dubois, J. F.; Brown, H. J.; Davis, A. S.; Staley, Homer F.; (row three) Bassechere, J. L.; Karr, C. P.; Flegal, H. F.; Berliner, J. F. D.
Depicted: (row one) Reed, D. S.; Deffenbaugh, Roy A.; Youst, A. C.; Epstein, S. W.; (row two) Dubois, J. F.; Brown, H. J.; Davis, A. S.; Staley, Homer F.; (row three) Bassechere, J. L.; Karr, C. P.; Flegal, H. F.; Berliner, J. F. D. -
 Depicted: (row one) F. J. Liscomb; Fedde, W. C.; J. J. McNulty; Stevenson, W. H.; (row two) A. I. Whitson; Phelps, James C.; H. A. Nelson; Trubek, Lee; (row three) J. P. Sager; Roth, E. W.; H. A. Bright; F. H. Tucker.
Depicted: (row one) F. J. Liscomb; Fedde, W. C.; J. J. McNulty; Stevenson, W. H.; (row two) A. I. Whitson; Phelps, James C.; H. A. Nelson; Trubek, Lee; (row three) J. P. Sager; Roth, E. W.; H. A. Bright; F. H. Tucker. -
 Depicted: (row one) Domovsky, Aaron; Clausing, L. M.; Grimes, Wm. F.; Howard, A. S.; (row two) Pearson, J.; Fanti, A.; unknown (2310); Schoonmaker, B.; (row three) Jordan, Louis; Owens, A. W.; Yurow, Louis; Taylor, C. S.
Depicted: (row one) Domovsky, Aaron; Clausing, L. M.; Grimes, Wm. F.; Howard, A. S.; (row two) Pearson, J.; Fanti, A.; unknown (2310); Schoonmaker, B.; (row three) Jordan, Louis; Owens, A. W.; Yurow, Louis; Taylor, C. S. -
 Depicted: (row one) Palmer, P. E.; Crumbling, C. I.; Saper, P. G.; Schock, H. K.; (row two) Edwards, Junius; Pickering, S. F.; Frantz, H. W.; (row three) Jones, Elizabeth; Grant, Rose; Stanton, C. A.; Wentz, P.
Depicted: (row one) Palmer, P. E.; Crumbling, C. I.; Saper, P. G.; Schock, H. K.; (row two) Edwards, Junius; Pickering, S. F.; Frantz, H. W.; (row three) Jones, Elizabeth; Grant, Rose; Stanton, C. A.; Wentz, P. -
 Depicted: (row one) Weaver, F. C.; (row two) Lytle, W. O.; (row three) Cowan, E. W.; Stanton, J. T.; Koch, F. R.; Geren, O. H.
Depicted: (row one) Weaver, F. C.; (row two) Lytle, W. O.; (row three) Cowan, E. W.; Stanton, J. T.; Koch, F. R.; Geren, O. H. -
 Depicted: (row one) Hendricks, Marjory; Yates, W. D.; Kukors, W. H.; (row two) Richmond, J. H.; Conley, A. D.; Conley, A. D.; Kellernman, W. F.; (row three) Hogentogler, Chester A.; Stocker, F. J.; Arnold, S. B.; Isaacs, C. G.
Depicted: (row one) Hendricks, Marjory; Yates, W. D.; Kukors, W. H.; (row two) Richmond, J. H.; Conley, A. D.; Conley, A. D.; Kellernman, W. F.; (row three) Hogentogler, Chester A.; Stocker, F. J.; Arnold, S. B.; Isaacs, C. G. -
 Depicted: (row one) Van Keurven, H; L., Roney, T. E.; McGinnis, W. M.; (row two) Tower, G. C.; unknown (3056); Esser, E. F.; Crump, L.; (row three) Snyder, C. T.; Jackson, R. F.; Jackson, R. F.; Farbstein, I.
Depicted: (row one) Van Keurven, H; L., Roney, T. E.; McGinnis, W. M.; (row two) Tower, G. C.; unknown (3056); Esser, E. F.; Crump, L.; (row three) Snyder, C. T.; Jackson, R. F.; Jackson, R. F.; Farbstein, I. -
 Depicted: (row one) Hitchcock, F. A.; Kessler, D. W.; Austin, L. W.; Maconi, G. V.; (row two) Laubly, C. S.; Lee, William H, Jr.; Louise Gaines; Schwab, Mildred; (row three) Mack, Pauline; Shorter, Helen; Davis, F. M.; Speaks, Nettie.
Depicted: (row one) Hitchcock, F. A.; Kessler, D. W.; Austin, L. W.; Maconi, G. V.; (row two) Laubly, C. S.; Lee, William H, Jr.; Louise Gaines; Schwab, Mildred; (row three) Mack, Pauline; Shorter, Helen; Davis, F. M.; Speaks, Nettie. -
 Depicted: (row one) Rappahort, H.; Mulligan, Grace; Pinsky, J.; Williams, G. M.; (row two) Schuwertner, Chas.; McDougal, D.; Nelson, B.; Chancellor, E. M; (row three) Graham, C.; Cooper, Robert; Kennedy, J. B.; Martin, Laura.
Depicted: (row one) Rappahort, H.; Mulligan, Grace; Pinsky, J.; Williams, G. M.; (row two) Schuwertner, Chas.; McDougal, D.; Nelson, B.; Chancellor, E. M; (row three) Graham, C.; Cooper, Robert; Kennedy, J. B.; Martin, Laura. -
 Depicted: (row one) none; (row two) none; (row three) Reed, E. G.; Hunt, F. L.; Karner, E.
Depicted: (row one) none; (row two) none; (row three) Reed, E. G.; Hunt, F. L.; Karner, E. -
 Depicted: (row one) Duncan, R. D. Jr.; Snider, M. E.; unknown (s034); Culver, R. B.; (row two) Draper, J. F.; Kaczynowski, Stanley K.; Gerkin, E. R.; (row three) Koller, L. R.; Rogers, H. D.; Emiley, W. E.; unknown (7076).
Depicted: (row one) Duncan, R. D. Jr.; Snider, M. E.; unknown (s034); Culver, R. B.; (row two) Draper, J. F.; Kaczynowski, Stanley K.; Gerkin, E. R.; (row three) Koller, L. R.; Rogers, H. D.; Emiley, W. E.; unknown (7076). -
 Depicted: (row one) Vorhees, Lawrence E.; Ostfield, H.; Copes, M. E.; Gemmill, C. W.; (row two) Bonine, G.; Boyle, J. C.; Hanson, A. E.; Sterling, Allen; (row three) Lamb, E. D.; Haigh, J. A.; Martel, H. J.; Martel, H. J.
Depicted: (row one) Vorhees, Lawrence E.; Ostfield, H.; Copes, M. E.; Gemmill, C. W.; (row two) Bonine, G.; Boyle, J. C.; Hanson, A. E.; Sterling, Allen; (row three) Lamb, E. D.; Haigh, J. A.; Martel, H. J.; Martel, H. J. -
 Depicted: (row one) Laux, F.; Merics, P. D.; Wise, F. J.; Crown, M. A.; (row two) Bentley, W. R.; Dagnault, H. G.; Hoover, W. H.; McKelvy, E. C.; (row three) Gray, W. B.; Snowden, M.; unknown (no number); Wilsey, R. B.
Depicted: (row one) Laux, F.; Merics, P. D.; Wise, F. J.; Crown, M. A.; (row two) Bentley, W. R.; Dagnault, H. G.; Hoover, W. H.; McKelvy, E. C.; (row three) Gray, W. B.; Snowden, M.; unknown (no number); Wilsey, R. B. -
 Depicted: (row one) Campbell, R.; Riechard, R.; Ckmielbek, J. A.; Schwatt, E. L.; (row two) Spaulding, W. H.; Peterson, Willie; Cook, J. W.; Newell, F. B.; (row three) Bingham, Mary; Council, Grace; Crumbling, C. S.; Brackett, F. S.
Depicted: (row one) Campbell, R.; Riechard, R.; Ckmielbek, J. A.; Schwatt, E. L.; (row two) Spaulding, W. H.; Peterson, Willie; Cook, J. W.; Newell, F. B.; (row three) Bingham, Mary; Council, Grace; Crumbling, C. S.; Brackett, F. S. -
 Depicted: (row one) Epstein, S.; Sive, B. E.; unknown (s034); Rheinbold, G. A. E.; (row two) Britts, M. J.; Rennie, W. E.; Duce, J. T.; Madison, W. A.; (row three) Gilchrist, R.; Wichers, E.; Lambert, A. J.; Hromatho, J. S.
Depicted: (row one) Epstein, S.; Sive, B. E.; unknown (s034); Rheinbold, G. A. E.; (row two) Britts, M. J.; Rennie, W. E.; Duce, J. T.; Madison, W. A.; (row three) Gilchrist, R.; Wichers, E.; Lambert, A. J.; Hromatho, J. S. -
 Depicted: (row one) Carder, L. D.; Erbacher, A. A.; Lanthier, Anita; Stillman, M. H.; (row two) Wetzel, Elsie; Beal, A. F.; Miller, Ralph F.; Windle, E. H.; (row three) Halbrook, F. I.; Barry, Gerald; Johnson, George; Walker, P. H.
Depicted: (row one) Carder, L. D.; Erbacher, A. A.; Lanthier, Anita; Stillman, M. H.; (row two) Wetzel, Elsie; Beal, A. F.; Miller, Ralph F.; Windle, E. H.; (row three) Halbrook, F. I.; Barry, Gerald; Johnson, George; Walker, P. H. -
 Depicted: (row one) Rognley, O.; Steer, L. G.; Foster, P. D.; unknown (no number); (row two), Giben, H. C.; Jannone, D.; Cavarole, Pietro; Beehan, M. F.; (row three) Lawrence, R. F.; Tool, A. I.; Valasek, J.; Dwyer, J. R.
Depicted: (row one) Rognley, O.; Steer, L. G.; Foster, P. D.; unknown (no number); (row two), Giben, H. C.; Jannone, D.; Cavarole, Pietro; Beehan, M. F.; (row three) Lawrence, R. F.; Tool, A. I.; Valasek, J.; Dwyer, J. R. -
 Depicted: (row one) Messier, George; Cotton, R. Lee; Davis, Raymond; Bond, Evelyn; (row two) Clark, F. C.; Bearce, H. W.; Dryden, H. L.; Dienkowsky, A. T.; (row three) Gordon, E. D.; Briggs, C. A.; Bates, J. T.; Maslin, M. P.
Depicted: (row one) Messier, George; Cotton, R. Lee; Davis, Raymond; Bond, Evelyn; (row two) Clark, F. C.; Bearce, H. W.; Dryden, H. L.; Dienkowsky, A. T.; (row three) Gordon, E. D.; Briggs, C. A.; Bates, J. T.; Maslin, M. P. -
 Depicted: (row one) Eagan, W. E.; Benjamin, B. F.; Johnson, Eva; Johnson, Eva; (row two) Cordlro, M.; Hayworth, W. F.; Vanceman, G. H.; White, Mary K.; (row three) Keat, W. G.; Buehler, C. W.; Markle, F. H.; Schultze, J. E.
Depicted: (row one) Eagan, W. E.; Benjamin, B. F.; Johnson, Eva; Johnson, Eva; (row two) Cordlro, M.; Hayworth, W. F.; Vanceman, G. H.; White, Mary K.; (row three) Keat, W. G.; Buehler, C. W.; Markle, F. H.; Schultze, J. E. -
 Depicted: (row one) Karcher, J. C.; Eckhart, E A.; Lipski, A. P.; Gillespie, G. M.; (row two) Eichlin, A. S.; Segge, H. A.; Price, H. S.; Dunne, E. K.; (row three) Woltz, R. W.; Speer, I. E.; Harding, R. H.; Schaffer, C. A.
Depicted: (row one) Karcher, J. C.; Eckhart, E A.; Lipski, A. P.; Gillespie, G. M.; (row two) Eichlin, A. S.; Segge, H. A.; Price, H. S.; Dunne, E. K.; (row three) Woltz, R. W.; Speer, I. E.; Harding, R. H.; Schaffer, C. A. -
 (row one) Kolster, F. A.; Whittemore, L. E.; Lowell, P. D.; Breit, G.; (row two) Barksaok, M. W.; Barksaok, M. W.; Dellinger, J. H.; Dunsnare, F. W.; (row three) Mills, J. M.; Buckley, J. P.; Holler, H. D.; Wade, W. G.
(row one) Kolster, F. A.; Whittemore, L. E.; Lowell, P. D.; Breit, G.; (row two) Barksaok, M. W.; Barksaok, M. W.; Dellinger, J. H.; Dunsnare, F. W.; (row three) Mills, J. M.; Buckley, J. P.; Holler, H. D.; Wade, W. G. -
 Depicted: (row one) Lange, O. G.; Turner, Charles L.; Taylor, Myron D.; Mooney, Q. V.; (row two) Bowker, R. C.; Scholz, W. P.; Pernot, F. E.; Harrison, T. R.; (row three) McAlister, D. I.; Snow, H. A.; Werden, Edw.; Beltz, H. H.
Depicted: (row one) Lange, O. G.; Turner, Charles L.; Taylor, Myron D.; Mooney, Q. V.; (row two) Bowker, R. C.; Scholz, W. P.; Pernot, F. E.; Harrison, T. R.; (row three) McAlister, D. I.; Snow, H. A.; Werden, Edw.; Beltz, H. H. -
 Depicted: (row one) Volz, F. W.; Rawlins, Charles H.; Kralik, John J.; (row two) Knoofe, F.; Herschel, W. H.; Campion; Johnson, Charles M. Jr.; (row three) Wetmore, A. S.; Wells, D. E.; Baird, I.; Hillebrand, W. F.
Depicted: (row one) Volz, F. W.; Rawlins, Charles H.; Kralik, John J.; (row two) Knoofe, F.; Herschel, W. H.; Campion; Johnson, Charles M. Jr.; (row three) Wetmore, A. S.; Wells, D. E.; Baird, I.; Hillebrand, W. F. -
 Depicted: (row one) Landis, W. C.; unknown; Finklestein, I. L.; Kirby, J. E.; (row two) Wilson, N. E.; Palmer, B. C.; Rosa, E. B.; Rosa, E. B.; (row three) Thoe, Alta; Engler, F. H.; McCollum, B.; Maroney, W. R.
Depicted: (row one) Landis, W. C.; unknown; Finklestein, I. L.; Kirby, J. E.; (row two) Wilson, N. E.; Palmer, B. C.; Rosa, E. B.; Rosa, E. B.; (row three) Thoe, Alta; Engler, F. H.; McCollum, B.; Maroney, W. R. -
 Depicted: (row one) Hurritz, B.; Gurevich, L. J.; Berryman, M.; Vitaline, W. R.; (row two) Clark, E. R.; Rawdon, H.; Ouesterle, J. F.; France, R. D. (row three) Collier, S.; Cottrell, C. L.; Ould, R. S.; Terry, W. D.
Depicted: (row one) Hurritz, B.; Gurevich, L. J.; Berryman, M.; Vitaline, W. R.; (row two) Clark, E. R.; Rawdon, H.; Ouesterle, J. F.; France, R. D. (row three) Collier, S.; Cottrell, C. L.; Ould, R. S.; Terry, W. D. -
 Depicted: (row one) Martin, F. W.; Kroger, John; Kroger, John; Hoffman, W. H.; (row two) Carpenter, H. L.; Stobbe, E. H.; Deshazo, I. T.; Morgan, P. H.; (row three) Slattery, T. F.; Ritzi, John C.; Beall, T. E.; Golstein, A. E.
Depicted: (row one) Martin, F. W.; Kroger, John; Kroger, John; Hoffman, W. H.; (row two) Carpenter, H. L.; Stobbe, E. H.; Deshazo, I. T.; Morgan, P. H.; (row three) Slattery, T. F.; Ritzi, John C.; Beall, T. E.; Golstein, A. E. -
 Depicted: (row one) Mackocekm J. J.; Barry, Wm.; Zorsky, J.; French, W. S.;(row two) Cheney, W. L.; Whitmore, L. M.; Kerswig, Edw. A.; Moore, H. H.; (row three) Gibbons, D.; Waidner, C. W.; Babis, J.; Snagg, L. E.
Depicted: (row one) Mackocekm J. J.; Barry, Wm.; Zorsky, J.; French, W. S.;(row two) Cheney, W. L.; Whitmore, L. M.; Kerswig, Edw. A.; Moore, H. H.; (row three) Gibbons, D.; Waidner, C. W.; Babis, J.; Snagg, L. E. -
 Depicted: (row one) Mines, P. R.; Sanders, C. H.; Sheldon, E. T.; Sliney, C. T.;(row two) Reich, H. L.; Ziegler, O. N.; Shipley, W.; Kelley, J. J.;(row three) Oswald, P. H.; Cordero, F.; Raddant, E. M.; Ring, T.
Depicted: (row one) Mines, P. R.; Sanders, C. H.; Sheldon, E. T.; Sliney, C. T.;(row two) Reich, H. L.; Ziegler, O. N.; Shipley, W.; Kelley, J. J.;(row three) Oswald, P. H.; Cordero, F.; Raddant, E. M.; Ring, T. -
 Depicted: (row one) Shaw, O. m.; Hamil, E. M.; Schneider, F. C.; Bell, F. W.;(row two) Agnew, P. G.; Sutherlin, Lee; Conner, L. E.; Benson, A. K.;(row three) Patty, J. C.; unknownl McBride, H. E.; Gillis, C. L.
Depicted: (row one) Shaw, O. m.; Hamil, E. M.; Schneider, F. C.; Bell, F. W.;(row two) Agnew, P. G.; Sutherlin, Lee; Conner, L. E.; Benson, A. K.;(row three) Patty, J. C.; unknownl McBride, H. E.; Gillis, C. L. -
 Depicted: (row one) Lloyd, M. G.; Fitch, R. O.; Richmond, J. E.; Plant, G. H.;(row two) Salter, R.; Hinkle, F. L.; Lavelle, F. J.; Bearmore, A. L.;(row three) Morgan, C. S.; James, W. S.; Sahm, P. A. B.; Kelley, Agnes.
Depicted: (row one) Lloyd, M. G.; Fitch, R. O.; Richmond, J. E.; Plant, G. H.;(row two) Salter, R.; Hinkle, F. L.; Lavelle, F. J.; Bearmore, A. L.;(row three) Morgan, C. S.; James, W. S.; Sahm, P. A. B.; Kelley, Agnes. -
 Depicted: (row one) Phelps, F. P.; Larson, L. J.; Selneck, J. U.; Durgin, A. G.;(row two) Curtis, H. J.; Sussek, T. F.; Danfort, C. A.; Huss, J. R. (row three) Rynders, Geo. W.; WEbster, P. S.; Moran, John H.; McGowan, F. R.
Depicted: (row one) Phelps, F. P.; Larson, L. J.; Selneck, J. U.; Durgin, A. G.;(row two) Curtis, H. J.; Sussek, T. F.; Danfort, C. A.; Huss, J. R. (row three) Rynders, Geo. W.; WEbster, P. S.; Moran, John H.; McGowan, F. R. -
 Depicted: (row one) unknown; Schuchard, E. F.; Hodge, O. J. (row two) Heift, W. B.; Oakes, C. E.; Wehrle, Charles; Watkins, A. H. (row three) Heill, L. M.; Schwolsky, Harry; Dorsey, N. E.; Willoughby, J. A.
Depicted: (row one) unknown; Schuchard, E. F.; Hodge, O. J. (row two) Heift, W. B.; Oakes, C. E.; Wehrle, Charles; Watkins, A. H. (row three) Heill, L. M.; Schwolsky, Harry; Dorsey, N. E.; Willoughby, J. A. -
 Depicted: (row one) Waltes, F. M.; Steele, E. M.; Curtis, H. L.; Waldschmidt, A. (row two) Smith, T. T.; Dunn, Maude; Curtis, Heber; Crow, G. D. (row three) Braithwaite, W. E.; Simpson, W. I.; Kramer, G. I.; Cushing, B. L.
Depicted: (row one) Waltes, F. M.; Steele, E. M.; Curtis, H. L.; Waldschmidt, A. (row two) Smith, T. T.; Dunn, Maude; Curtis, Heber; Crow, G. D. (row three) Braithwaite, W. E.; Simpson, W. I.; Kramer, G. I.; Cushing, B. L. -
 Depicted: (row one) Pile, R. J.; Russell, William R.; Blair, Sadie; Houston, Paul L. (row two) Brombacher, W. G.; Brombacher, W. G.; Burks, I. M.; Mendel, J. P. (row three) Steiner, H. L.; Morgan, Raymond; Heingelmann, A. M.; Dickson, E. E.
Depicted: (row one) Pile, R. J.; Russell, William R.; Blair, Sadie; Houston, Paul L. (row two) Brombacher, W. G.; Brombacher, W. G.; Burks, I. M.; Mendel, J. P. (row three) Steiner, H. L.; Morgan, Raymond; Heingelmann, A. M.; Dickson, E. E. -
 Depicted: (row one) Preston, M. R.; Fisher, J. C.; Fisker, R. T.; Busking, E. F. (row two) Wockman, C. F.; Perkins, J. H.; Hull, H. D.; Walter, O. A. (row three) Bache, Harriet; Hanscher, D. A.; Philpott, June; Phelps, F. P.
Depicted: (row one) Preston, M. R.; Fisher, J. C.; Fisker, R. T.; Busking, E. F. (row two) Wockman, C. F.; Perkins, J. H.; Hull, H. D.; Walter, O. A. (row three) Bache, Harriet; Hanscher, D. A.; Philpott, June; Phelps, F. P. -
 Depicted: (row one) Bender, Berlin; Lektinen, Ruth; Ramsay, Rose; Eaton, Herbert N. (row two) Warner, Charles M.; Caldwell, J. J.; Wright, W. R.; Kerswig, Edw. A. (row three) Harvey, Arthur; Harvey, Arthur; Parsons, S. R.; McPherson, A. J.
Depicted: (row one) Bender, Berlin; Lektinen, Ruth; Ramsay, Rose; Eaton, Herbert N. (row two) Warner, Charles M.; Caldwell, J. J.; Wright, W. R.; Kerswig, Edw. A. (row three) Harvey, Arthur; Harvey, Arthur; Parsons, S. R.; McPherson, A. J. -
 Depicted: (row one) Morris, H. G.; Dempsey, J. B.; Brevard, Procter; Rogers, Margaret (row two) McMurdie, Alfred; Brooks, H. B.; Honsman, R. K.; Bond, E. R. (row three) Grossman, M. A.; Woodward, R. W.; Throckmorton, C. F.; Nail, M. C.
Depicted: (row one) Morris, H. G.; Dempsey, J. B.; Brevard, Procter; Rogers, Margaret (row two) McMurdie, Alfred; Brooks, H. B.; Honsman, R. K.; Bond, E. R. (row three) Grossman, M. A.; Woodward, R. W.; Throckmorton, C. F.; Nail, M. C. -
 Depicted: (row one) Downs, L. R.; Hubscher, M. M.; Lindner, A. H.; Meyer, C. E. (row two) Wadligh, W. H.; White, C. W.; Taylor, A. H.; Schoenstein, M. (row three) Robbins, L. L.; Obelsobel, Wm.; Peffer, E. L.; Rieger, J. W.
Depicted: (row one) Downs, L. R.; Hubscher, M. M.; Lindner, A. H.; Meyer, C. E. (row two) Wadligh, W. H.; White, C. W.; Taylor, A. H.; Schoenstein, M. (row three) Robbins, L. L.; Obelsobel, Wm.; Peffer, E. L.; Rieger, J. W. -
 Depicted: (row one) Buckley, Charles W.; Garrett, Edward; Boyle, J. C.; Kahl, Emma (row two) Biggs, William M.; Uncles, F. L.; Rusak, Felix H.; Dorsey, John W. (row three) Swicegard, M. C.; Davis, Isla; Foster, Leora; Brown, Esther R.
Depicted: (row one) Buckley, Charles W.; Garrett, Edward; Boyle, J. C.; Kahl, Emma (row two) Biggs, William M.; Uncles, F. L.; Rusak, Felix H.; Dorsey, John W. (row three) Swicegard, M. C.; Davis, Isla; Foster, Leora; Brown, Esther R. -
 Depicted: (row one) Grubman, A.; Hanson, A. E.; Newman, Mary; Council, A. L. (row two) unknown; unknown; unknown; Googins, R. L. (row three) Gibbons, W. H.; Conaty, A. L.; Dane, D. D.; Hagler, W. E.
Depicted: (row one) Grubman, A.; Hanson, A. E.; Newman, Mary; Council, A. L. (row two) unknown; unknown; unknown; Googins, R. L. (row three) Gibbons, W. H.; Conaty, A. L.; Dane, D. D.; Hagler, W. E. -
 Depicted: (row one) Hinschensahn, B. H.; Williams, Ira J.; Sterling, Mary; Gardner, Roumane (row two) Wirty, Gustis V.; Griffin, Mildred C.; Trenoskie, Catherine; Wilhelm, Pearl V. (row three) Woodfield, Walter I.; Hoffmann, Charles P.; Souder, Wilmer H.; Blackwood, William J.Wilmer H. Souder was an early forensic scientist who assisted in solving the Lindberg kidnapping case and began the FBI crime laboratory.
Depicted: (row one) Hinschensahn, B. H.; Williams, Ira J.; Sterling, Mary; Gardner, Roumane (row two) Wirty, Gustis V.; Griffin, Mildred C.; Trenoskie, Catherine; Wilhelm, Pearl V. (row three) Woodfield, Walter I.; Hoffmann, Charles P.; Souder, Wilmer H.; Blackwood, William J.Wilmer H. Souder was an early forensic scientist who assisted in solving the Lindberg kidnapping case and began the FBI crime laboratory. -
 Depicted: (row one) Poisson, R. A.; Anderson, H. A.; Burrows, J. B.; Reed, C. F. (row two) Judson, L. V.; Todd, E. M.; Todd, E. M.; Delokoski, Dorothy (row three) McClintock, H. C.; Fortney, E. H.; Langsdorf, J.; Struhs, M. C.
Depicted: (row one) Poisson, R. A.; Anderson, H. A.; Burrows, J. B.; Reed, C. F. (row two) Judson, L. V.; Todd, E. M.; Todd, E. M.; Delokoski, Dorothy (row three) McClintock, H. C.; Fortney, E. H.; Langsdorf, J.; Struhs, M. C. -
 Depicted: (row one) Miller, A. D.; Page, Ben L.; Wylie, Floyd R.; Kleinschmidt, Helen
Depicted: (row one) Miller, A. D.; Page, Ben L.; Wylie, Floyd R.; Kleinschmidt, Helen -
 Depicted: (row one) unknown; unknown; Jackson, R. F.; Rich, L. J. (row two) Agnew, P. G.; Blue, Henry; Fayen, G. S.; Hunt, F. L. (row three) Pelham, Moses; unknown; Stenvig, S. A.; unknown
Depicted: (row one) unknown; unknown; Jackson, R. F.; Rich, L. J. (row two) Agnew, P. G.; Blue, Henry; Fayen, G. S.; Hunt, F. L. (row three) Pelham, Moses; unknown; Stenvig, S. A.; unknown -
 Depicted: (row one) Kershner, L. B.; Kefover, A.; Rapuzzi, A.; Glading, Frank W. (row two) Spencer, S. C.; Fonseca, E. L.; Hathaway, A. S.; (row three) Mueller, E. F.; Dyke, L. W.; Nicholson, G. H.; Meyer, J. F.
Depicted: (row one) Kershner, L. B.; Kefover, A.; Rapuzzi, A.; Glading, Frank W. (row two) Spencer, S. C.; Fonseca, E. L.; Hathaway, A. S.; (row three) Mueller, E. F.; Dyke, L. W.; Nicholson, G. H.; Meyer, J. F. -
 Depicted: (row one) Chase, Herbert; Burggraf, F.; Irish, C. E.; Kinney, W. T. R. (row two) Henky, J. D.; Elderkin, Paul U.; Clarey, John; Oscar, Louie (row three) Laughlin, E. C.; Logan, S. R.; Dalyell, H. P.; Purcell, F. G.
Depicted: (row one) Chase, Herbert; Burggraf, F.; Irish, C. E.; Kinney, W. T. R. (row two) Henky, J. D.; Elderkin, Paul U.; Clarey, John; Oscar, Louie (row three) Laughlin, E. C.; Logan, S. R.; Dalyell, H. P.; Purcell, F. G. -
 Depicted: (row one) Schaeffer, E. T.; Filgate, John; Baker, E. A.; Bicking, George W. (row two) Wall, Josie E.; McClung, J. F.; Buck, A. F.; Grabill, C.(row three) O'Keefe, G.; Mechelke, L-A. H.; Thompson, V. M.; Wormley, P. L.
Depicted: (row one) Schaeffer, E. T.; Filgate, John; Baker, E. A.; Bicking, George W. (row two) Wall, Josie E.; McClung, J. F.; Buck, A. F.; Grabill, C.(row three) O'Keefe, G.; Mechelke, L-A. H.; Thompson, V. M.; Wormley, P. L. -
 Depicted: (row one) Klein, Charles C.; MacGruder, B. O.; Wensel, H. T.; Marcey, H. (row two) Malone, Geroge H.; Miller, David R.; Wetherill, F. V.; Morris, Joseph (row three) Brown, W. B.; Marceron, Marcellus; Hochglsang, C. H.; Thomas, Albert J.
Depicted: (row one) Klein, Charles C.; MacGruder, B. O.; Wensel, H. T.; Marcey, H. (row two) Malone, Geroge H.; Miller, David R.; Wetherill, F. V.; Morris, Joseph (row three) Brown, W. B.; Marceron, Marcellus; Hochglsang, C. H.; Thomas, Albert J. -
 Depicted: (row one) Scott, H.; Pearson, J. C.; Kiefer, A.; Alderton, N. M. (row two) Sligh, T. S. Jr.; Stratton, S. W.; unknown; Umberger, Irene A. (row three) Mears, A. H.; Armstrong, Jos. M.; Blum, Wm.; unknown
Depicted: (row one) Scott, H.; Pearson, J. C.; Kiefer, A.; Alderton, N. M. (row two) Sligh, T. S. Jr.; Stratton, S. W.; unknown; Umberger, Irene A. (row three) Mears, A. H.; Armstrong, Jos. M.; Blum, Wm.; unknown -
 Depicted: (row one) Yetter, C. J.; King, B. F.; Bonine, G.; Ludewig, L. (row two) unknown; Johnson, Ethel; Case, L.; Stickles, Ruth (row three) Hawkins, Grace P.; Haubursin, Meda; O-Keefe, Muriel; Stack, Arthur
Depicted: (row one) Yetter, C. J.; King, B. F.; Bonine, G.; Ludewig, L. (row two) unknown; Johnson, Ethel; Case, L.; Stickles, Ruth (row three) Hawkins, Grace P.; Haubursin, Meda; O-Keefe, Muriel; Stack, Arthur -
 Depicted: (row one) Judd, B. E.; Lyon, V. A.; Schlink, F. J.; (row two) Kanolt, C. W.; Osborne, N. S.; Rapuzzi, A.; Kefover, H. (row three) Brennen, C. J.; Needham, A. E.; Needham, A. E.; DeMuth, E. M.
Depicted: (row one) Judd, B. E.; Lyon, V. A.; Schlink, F. J.; (row two) Kanolt, C. W.; Osborne, N. S.; Rapuzzi, A.; Kefover, H. (row three) Brennen, C. J.; Needham, A. E.; Needham, A. E.; DeMuth, E. M. -
 Depicted: (row one) Harper, D. R.; Stinson, H. F.; unknown; George Schmidt (row two) Wilson, W. L.; Summerfield, I.; Hare, M.; Rubenstein, I. A. (row three) Copes, M. E.; Weaver, H. L.; Vollin, George E.; Fullmer, I. H.
Depicted: (row one) Harper, D. R.; Stinson, H. F.; unknown; George Schmidt (row two) Wilson, W. L.; Summerfield, I.; Hare, M.; Rubenstein, I. A. (row three) Copes, M. E.; Weaver, H. L.; Vollin, George E.; Fullmer, I. H. -
 Depicted: (row one) Krynitsky, A. F.; Shannon, M. D.; Lewis, A. G.; Hill, J. A. (row two) Weichsler, L.; Calmone, F. D.; Scherrer, J. A.; Gimore, D. T. (row three) Waters, C. E.; Dussault, N. L.; Reimherr, H. D.; Squibbs, H. S.
Depicted: (row one) Krynitsky, A. F.; Shannon, M. D.; Lewis, A. G.; Hill, J. A. (row two) Weichsler, L.; Calmone, F. D.; Scherrer, J. A.; Gimore, D. T. (row three) Waters, C. E.; Dussault, N. L.; Reimherr, H. D.; Squibbs, H. S. -
 Depicted: (row one) David, W. R.; Hamilton, A. L.; Whitmer, L. F.; Doyle, R. C. (row two) Riley, L. M.; Davies, Isla; Smither, F. W.; Bower, J. H. (row three) Moore, J. L.; Weaver, E. R.; Sliwinski, A. A.; Alexander, J. N.
Depicted: (row one) David, W. R.; Hamilton, A. L.; Whitmer, L. F.; Doyle, R. C. (row two) Riley, L. M.; Davies, Isla; Smither, F. W.; Bower, J. H. (row three) Moore, J. L.; Weaver, E. R.; Sliwinski, A. A.; Alexander, J. N. -
 Depicted: (row one) Hilton, A. L.; Brockett, A. R.; Brockett, A. R.; Gibson, Dr. Kasson S. (row two) Gislow, W. C.; Bailey, T. C.; Crump, L.; Boulles, I. E. (row three) Spear, R. W.; Meggers, Dr. William F.; Keiss, Dr. Carl C.; Bruce, C. S.
Depicted: (row one) Hilton, A. L.; Brockett, A. R.; Brockett, A. R.; Gibson, Dr. Kasson S. (row two) Gislow, W. C.; Bailey, T. C.; Crump, L.; Boulles, I. E. (row three) Spear, R. W.; Meggers, Dr. William F.; Keiss, Dr. Carl C.; Bruce, C. S. -
 Depicted: (row one) Bradt, A. L. (row two) Serota, L. (row three) Kahlbaum, William; Sigworth, Dan A.; Slattery, F. D.; Hargett, Ray H.
Depicted: (row one) Bradt, A. L. (row two) Serota, L. (row three) Kahlbaum, William; Sigworth, Dan A.; Slattery, F. D.; Hargett, Ray H. -
 Depicted: (row one) Simpson, D. H.; Ruderman, A.; Tobin, J. F.; Pietsch, P. H. (row two) Bell, A. D.; Ritchie, L.; Ham, L. B.; Frieden, A. (row three) Lyon, F. E.; Seagles, E. S.; Black, A. P.; Day, A.
Depicted: (row one) Simpson, D. H.; Ruderman, A.; Tobin, J. F.; Pietsch, P. H. (row two) Bell, A. D.; Ritchie, L.; Ham, L. B.; Frieden, A. (row three) Lyon, F. E.; Seagles, E. S.; Black, A. P.; Day, A. -
 Depicted: (row one) Becker, Louise; Sibbis, Maurice; Stuart, Mary; McCormick, C. G. (row two) Rawson, Frank J.; Hamm, Joseph; Radcliff, William; Koll, Andrew J. (row three) Jones, Grace M.; Joveshof, Arthur; Moore, Clarabel; Mumper, Horace W.
Depicted: (row one) Becker, Louise; Sibbis, Maurice; Stuart, Mary; McCormick, C. G. (row two) Rawson, Frank J.; Hamm, Joseph; Radcliff, William; Koll, Andrew J. (row three) Jones, Grace M.; Joveshof, Arthur; Moore, Clarabel; Mumper, Horace W. -
 Depicted: (row one) Van Duyne, S. W.; Knowles, H. B.; Levin, M.; Heid, C. L. (row two) Zabel, H. C. W.; Hart, Leslie; Schmidt, K. F.; Hogue, H. I. (row three) Lundell, P. E. F.; Wertz, F. A.; Madders, S. I.
Depicted: (row one) Van Duyne, S. W.; Knowles, H. B.; Levin, M.; Heid, C. L. (row two) Zabel, H. C. W.; Hart, Leslie; Schmidt, K. F.; Hogue, H. I. (row three) Lundell, P. E. F.; Wertz, F. A.; Madders, S. I. -
 Depicted: (row one) Bryden, N. M.; Van Brunt, M.; Thomas, D. E.; Lewis, C. R. (row two) Miltner, W. H.; Robertson, J. R.; Upton, F. P.; Keener, O. C. (row three) Nerdig, G. C.; Nerdig, G. C.; Cook, R. C.; Oliver, H. G.
Depicted: (row one) Bryden, N. M.; Van Brunt, M.; Thomas, D. E.; Lewis, C. R. (row two) Miltner, W. H.; Robertson, J. R.; Upton, F. P.; Keener, O. C. (row three) Nerdig, G. C.; Nerdig, G. C.; Cook, R. C.; Oliver, H. G. -
 Depicted: (row one) Shepard, E. R.; Payourow, J.; Payne, J. F.; Cogswell, Louis (row two) Sussek, Otto; Sorey, Thomas S.; Fitzgerald, R. J.; Stretch, W. G. (row three) Wood, L. J.; Sussek, Frank; Keehn, John; Caywood, S. W.
Depicted: (row one) Shepard, E. R.; Payourow, J.; Payne, J. F.; Cogswell, Louis (row two) Sussek, Otto; Sorey, Thomas S.; Fitzgerald, R. J.; Stretch, W. G. (row three) Wood, L. J.; Sussek, Frank; Keehn, John; Caywood, S. W. -
 Depicted: (row one) Kleinschmidt, Robert V.; Kleinschmidt, Robert V.; Erixon, Marie; Crittenden, E. C. (row two) Smith, Gordon; Keiser, John P.; Broadhurst, J. E.; Satterholm, Robert W. (row three) Waldon, C. O.; Dayback, Nat; Dayback, Nat; McIntosh, Elmer
Depicted: (row one) Kleinschmidt, Robert V.; Kleinschmidt, Robert V.; Erixon, Marie; Crittenden, E. C. (row two) Smith, Gordon; Keiser, John P.; Broadhurst, J. E.; Satterholm, Robert W. (row three) Waldon, C. O.; Dayback, Nat; Dayback, Nat; McIntosh, Elmer -
 Depicted: (row one) Steiner, Wm. R.; Jacobsohn, S. J.; unknown child (row two) Caton, T. F.; Dryden, D. D.; Wade, Joseph; unknown child (row three) Blankenship, W. S.; Dryden, Grace V.; Thompson, C. M.; Lassen, E. V. M.
Depicted: (row one) Steiner, Wm. R.; Jacobsohn, S. J.; unknown child (row two) Caton, T. F.; Dryden, D. D.; Wade, Joseph; unknown child (row three) Blankenship, W. S.; Dryden, Grace V.; Thompson, C. M.; Lassen, E. V. M. -
 Depicted: (row one) Shoemaker, M. P.; Sasuly, M.; Macomber, G. S.; Wolf, F. A. (row two) Smith, Charles R.; Bradley, Mary M.; Hill, Edith; Scruggs, Dorothy (row three) Pippin, Mrs. M. W.; Cragoe, C. S.; Margueritte, Mines; unknown
Depicted: (row one) Shoemaker, M. P.; Sasuly, M.; Macomber, G. S.; Wolf, F. A. (row two) Smith, Charles R.; Bradley, Mary M.; Hill, Edith; Scruggs, Dorothy (row three) Pippin, Mrs. M. W.; Cragoe, C. S.; Margueritte, Mines; unknown -
 Depicted: (row one) Merriman, Arthur S.; Merriman, Arthur S.; Anderson, Gilbert V.; Haydock, Evelyn (row two) Stanton, Wamen F.; Brewer, Robert E.; Bennett, Olva H.; Jolliffe, C. B. (row three) Wolff, Mark; Baller, M. I.; Lee, Thomas C.; Gordon, Charles C.
Depicted: (row one) Merriman, Arthur S.; Merriman, Arthur S.; Anderson, Gilbert V.; Haydock, Evelyn (row two) Stanton, Wamen F.; Brewer, Robert E.; Bennett, Olva H.; Jolliffe, C. B. (row three) Wolff, Mark; Baller, M. I.; Lee, Thomas C.; Gordon, Charles C. -
 Depicted: (row one) Stutz, W. F.; Lieneman, A. F.; Johnston, R. S.; Brennan, H. J. (row two) Perry, H.; Ongeron, E. C.; Johnson, Phillipe A.; Smith, C. M. (row three) Phelps, E.; Barnes, R. E.; Rydzynski, P. F.; Priest, Irvin G.
Depicted: (row one) Stutz, W. F.; Lieneman, A. F.; Johnston, R. S.; Brennan, H. J. (row two) Perry, H.; Ongeron, E. C.; Johnson, Phillipe A.; Smith, C. M. (row three) Phelps, E.; Barnes, R. E.; Rydzynski, P. F.; Priest, Irvin G. -
 Depicted: (row one) Smith, Theodore M.; Neville, R. P. (row two) Hyden, C.; Kaiser, H. J.; Kacyonowski, Stanley K.; Mulvaney, R. J. (row three) Reid, James W.; Brown, I.; Birchett, A. C.; Gessford, R. R.
Depicted: (row one) Smith, Theodore M.; Neville, R. P. (row two) Hyden, C.; Kaiser, H. J.; Kacyonowski, Stanley K.; Mulvaney, R. J. (row three) Reid, James W.; Brown, I.; Birchett, A. C.; Gessford, R. R. -
 Depicted: (row one) Heald, R. H.; Freed, Marie; Parfitt, I. E.; Culver, R. B. (row two) Rigney, W.; Heltzel, William G.; Wilhelm, R. M.; Logan, G. L. (row three) Peters, F. A.; Eckel, Arthur F.; Woltz, J. B.; Parlett, P. K.
Depicted: (row one) Heald, R. H.; Freed, Marie; Parfitt, I. E.; Culver, R. B. (row two) Rigney, W.; Heltzel, William G.; Wilhelm, R. M.; Logan, G. L. (row three) Peters, F. A.; Eckel, Arthur F.; Woltz, J. B.; Parlett, P. K. -
 Depicted: (row one) Boutell, Hugh G.; Lane, Clarence E.; Van de Water, Jean; Van de Water, Marjorie (row two) Epstein, Charles; Rockwell, Katherine; Whitside, M. Virginia (row three) Dickinson, H. C.; Hohlt, E. A.; Hoke, William E.; Clar, B.
Depicted: (row one) Boutell, Hugh G.; Lane, Clarence E.; Van de Water, Jean; Van de Water, Marjorie (row two) Epstein, Charles; Rockwell, Katherine; Whitside, M. Virginia (row three) Dickinson, H. C.; Hohlt, E. A.; Hoke, William E.; Clar, B. -
 Depicted: (row one) Vorhees, Lawrence E.; Sybrandt, R. C.; Schwatt, E. L.; Thomson, M. (row two) Sparrow, I. W.; White, H. S.; Long, A. R.; Paul, E. R. (row three) Tice, P. S.; White, James J.; Zuckweiler, George; Washburn, C. E.
Depicted: (row one) Vorhees, Lawrence E.; Sybrandt, R. C.; Schwatt, E. L.; Thomson, M. (row two) Sparrow, I. W.; White, H. S.; Long, A. R.; Paul, E. R. (row three) Tice, P. S.; White, James J.; Zuckweiler, George; Washburn, C. E. -
 Depicted: (row one) unknown; Priest, F. A.; Turner, Douglas; Dodge, A. Y. (row two) Patty, J. C.; Friedman, B. A.; Keller, L. M.; Minor, Geo. (row three) Savring, L.; Fairchild, C. O.; Ashbaugh, M. B.; Campbell, O. J.
Depicted: (row one) unknown; Priest, F. A.; Turner, Douglas; Dodge, A. Y. (row two) Patty, J. C.; Friedman, B. A.; Keller, L. M.; Minor, Geo. (row three) Savring, L.; Fairchild, C. O.; Ashbaugh, M. B.; Campbell, O. J. -
 Depicted: (row one) Hart, H. W.
Depicted: (row one) Hart, H. W. -
 Depicted: (row one) Norgordon, Cora; Kaczorowski, I. H.; Hargesheimer, W. A. (row two) Barker, W. W.; Williams, Ralph; Bailey, W. E.; Miller, Martin (row three) Wattenberg, R. G.; Peters, C. G.; Jencks, Zalia; Bowers, I. F.
Depicted: (row one) Norgordon, Cora; Kaczorowski, I. H.; Hargesheimer, W. A. (row two) Barker, W. W.; Williams, Ralph; Bailey, W. E.; Miller, Martin (row three) Wattenberg, R. G.; Peters, C. G.; Jencks, Zalia; Bowers, I. F. -
 Depicted: (row one) Rice, Gordon K.; Roberts, Mrs. Ruby; Willard, Winifred; McKnight, J. (row two) Knowlton, Mrs. R. W.; Dugan, P. F.; Mulligan, B.; Nusbaum, C. (row three) Koch, M. McK.; Farbstein, I.; ; Seidell, T. G.; Aldrich, H. R.
Depicted: (row one) Rice, Gordon K.; Roberts, Mrs. Ruby; Willard, Winifred; McKnight, J. (row two) Knowlton, Mrs. R. W.; Dugan, P. F.; Mulligan, B.; Nusbaum, C. (row three) Koch, M. McK.; Farbstein, I.; ; Seidell, T. G.; Aldrich, H. R. -
 Depicted: (row one) Rice, Gordon K.; Roberts, Mrs. Ruby; Willard, Winifred; McKnight, J. (row two) Knowlton, Mrs. R. W.; Dugan, P. F.; Mulligan, B.; Nusbaum, C. (row three) Koch, M. McK.; Farbstein, I.; ; Seidell, T. G.; Aldrich, H. R.
Depicted: (row one) Rice, Gordon K.; Roberts, Mrs. Ruby; Willard, Winifred; McKnight, J. (row two) Knowlton, Mrs. R. W.; Dugan, P. F.; Mulligan, B.; Nusbaum, C. (row three) Koch, M. McK.; Farbstein, I.; ; Seidell, T. G.; Aldrich, H. R. -
 Depicted: (row one) Gross, Charles R.; Schneider, F. C.; Bell, F. W.; Fullmer, I. H.; (row two) Knewson, R. H.; Ring, T.; Williams, C.; Gould, R. E. (row three) MacKenzie, D.; Quick, Vanderbelt; Topping, W. B.; Boyd, H. I.
Depicted: (row one) Gross, Charles R.; Schneider, F. C.; Bell, F. W.; Fullmer, I. H.; (row two) Knewson, R. H.; Ring, T.; Williams, C.; Gould, R. E. (row three) MacKenzie, D.; Quick, Vanderbelt; Topping, W. B.; Boyd, H. I. -
 Depicted: (row one) McIlvaine, L. J.; Hoffman, J. I.; Brughter, R. R.; Tarsch, B. (row two) Rosenberg, L.; Pearlman, J.; Long, M. B.; Husted, H. E. (row three) Freedman, L.; Ledig, P. C.; Hupner, W. R.; Cramp, C. C.
Depicted: (row one) McIlvaine, L. J.; Hoffman, J. I.; Brughter, R. R.; Tarsch, B. (row two) Rosenberg, L.; Pearlman, J.; Long, M. B.; Husted, H. E. (row three) Freedman, L.; Ledig, P. C.; Hupner, W. R.; Cramp, C. C. -
 Depicted: (row one) Gorton, W. S.; Gorton, W. S.; Pippin, M. W.; Freeman, J. R. Jr. (row two) Riley, M. H.; McNicholas, H. J.; Tyndall, E. P. T.; Shultz, H. I. (row three) Merrill, P. W.; Ellis, J. H.; Farmer, T. O.; unknown
Depicted: (row one) Gorton, W. S.; Gorton, W. S.; Pippin, M. W.; Freeman, J. R. Jr. (row two) Riley, M. H.; McNicholas, H. J.; Tyndall, E. P. T.; Shultz, H. I. (row three) Merrill, P. W.; Ellis, J. H.; Farmer, T. O.; unknown -
 Depicted: (row one) Roberts, E. W.; Goren, D. H.; Purington, E. I.; Purington, E. I. (row two) Logan, K. H.; Dahm, P. E.; Congdon, W. E.; Wait, G. R. (row three) Keeler, Miss A. R.; Duvfee, Miss E. R.; Campbell, Miss Jane; Reitell, Charles
Depicted: (row one) Roberts, E. W.; Goren, D. H.; Purington, E. I.; Purington, E. I. (row two) Logan, K. H.; Dahm, P. E.; Congdon, W. E.; Wait, G. R. (row three) Keeler, Miss A. R.; Duvfee, Miss E. R.; Campbell, Miss Jane; Reitell, Charles -
 Depicted: (row one) Bowker, R. C.; Harring, H. K.; unknown; unknown (row two) unknown; unknown; unknown; unknown (row three) unknown; unknown; Carter, L. D.; Carter, L. D.
Depicted: (row one) Bowker, R. C.; Harring, H. K.; unknown; unknown (row two) unknown; unknown; unknown; unknown (row three) unknown; unknown; Carter, L. D.; Carter, L. D. -
 Depicted: (row one) Angell, G. W.; Fischler, J.; Jacobsohn, Isadore; unknown (row two) Hickson, Eugene; Leighton, Eleanor; Lamberson, Robert; unknown (row three) Came, Carleton; Scraggs, Dorothy; Thomas, Noble E.; unknown
Depicted: (row one) Angell, G. W.; Fischler, J.; Jacobsohn, Isadore; unknown (row two) Hickson, Eugene; Leighton, Eleanor; Lamberson, Robert; unknown (row three) Came, Carleton; Scraggs, Dorothy; Thomas, Noble E.; unknown -
 Depicted: (row one) Forsberg, Mrs. C. E.; Mulligan, Mrs. G. C. (row two) Smithe, W. Harold; Cate, C. E.; Matherson, W. E.; Pickens, J. (row three) Mann, F. E.; Umbegar, Ivene A.; A. L. Jhoras; Hill, Edith
Depicted: (row one) Forsberg, Mrs. C. E.; Mulligan, Mrs. G. C. (row two) Smithe, W. Harold; Cate, C. E.; Matherson, W. E.; Pickens, J. (row three) Mann, F. E.; Umbegar, Ivene A.; A. L. Jhoras; Hill, Edith




























































































Tue Jan 28 11:20:57 EST 2014
[edit]

Tue Jan 28 11:14:32 EST 2014
[edit]
Tue Jan 28 11:10:51 EST 2014
[edit]errors
[edit]- File:Solar_corona.jpg exists-normalized


Tue Jan 28 10:56:21 EST 2014
[edit]










Fri Jan 24 09:15:54 EST 2014
[edit]-

-

-

-
 Large-scale synthesis and isolation of hydrocarbons by the automotive laboratory at NBS.
Large-scale synthesis and isolation of hydrocarbons by the automotive laboratory at NBS. -
 One of the dynamometers for the testing of an automotive engine in the Dynamometer Laboratory of the Bureau of Standards. In the setup shown, measurements were being made of the apparent flame velocity in an engine cylinder while running under full load.
One of the dynamometers for the testing of an automotive engine in the Dynamometer Laboratory of the Bureau of Standards. In the setup shown, measurements were being made of the apparent flame velocity in an engine cylinder while running under full load. -

-

-

-
 Automobile equipped with apparatus designed and constructed at NBS for measuring and recording the performances of engines and cars on the road. The instrument mounted on the running board measures the wind speed and direction relative to the car. The apparatus on the floor of the front seat measures and records graphically the instantaneous rates of gasoline flow to the carburator. The apparatus in the rear seat records sixteen separate measurements of various factors in engine and car performance on a moving strip of paper.
Automobile equipped with apparatus designed and constructed at NBS for measuring and recording the performances of engines and cars on the road. The instrument mounted on the running board measures the wind speed and direction relative to the car. The apparatus on the floor of the front seat measures and records graphically the instantaneous rates of gasoline flow to the carburator. The apparatus in the rear seat records sixteen separate measurements of various factors in engine and car performance on a moving strip of paper. -

-

-

-

-

-
 A collection of approximately fifty engines from German motor transport vehicles captured during World War I. The engines have been completely disassembled and arranged for inspection. A large number of American automotive manufacturers inspected these engines, which were on exhibition at NBS during 1919.
A collection of approximately fifty engines from German motor transport vehicles captured during World War I. The engines have been completely disassembled and arranged for inspection. A large number of American automotive manufacturers inspected these engines, which were on exhibition at NBS during 1919. -

-

-
 Sealing "in vacuum" hydrocarbon standard samples in glass ampoules at NBS. 119 different samples of the highest purity hydrocarbons have been made available to industry for spectrometric calibration through the cooperative program of the Bureau and the American Petroleum Institute.
Sealing "in vacuum" hydrocarbon standard samples in glass ampoules at NBS. 119 different samples of the highest purity hydrocarbons have been made available to industry for spectrometric calibration through the cooperative program of the Bureau and the American Petroleum Institute. -

-

-

-
 A Rayleigh differential refractometer (interferometer) at the Automotive Laboratory at NBS utilizes interference phenomena to determine the difference in refractive index between two samples of a distillate. The number of time-consuming, freezing-point determinations needed to evaluate a distillation is materially reduced through the use of this interferometer. In the evaluation of the relative purity of successive distillation fractions, the differences in the refractive index are determined with a precision of better than one part in a million. A test requires about 5 minutes using 3 to 4 mL of sample, most of which may be recovered. (Operator: E. H. Rich)
A Rayleigh differential refractometer (interferometer) at the Automotive Laboratory at NBS utilizes interference phenomena to determine the difference in refractive index between two samples of a distillate. The number of time-consuming, freezing-point determinations needed to evaluate a distillation is materially reduced through the use of this interferometer. In the evaluation of the relative purity of successive distillation fractions, the differences in the refractive index are determined with a precision of better than one part in a million. A test requires about 5 minutes using 3 to 4 mL of sample, most of which may be recovered. (Operator: E. H. Rich) -

-
























Thu Jan 23 16:23:24 EST 2014
[edit]








Thu Jan 23 15:16:59 EST 2014
[edit]-
 This exhibit illustrates a portion of the Bureau's work on Aeronautic Instruments showing diaphragms spun at the Bureau and appliances for investigating their elastic fatigue; also a vibration test board and chain tester.
This exhibit illustrates a portion of the Bureau's work on Aeronautic Instruments showing diaphragms spun at the Bureau and appliances for investigating their elastic fatigue; also a vibration test board and chain tester. -

-

-

-

-

-

-
![This photograph shows two of the manometers used in testing air speed meters. [Shown are] the Water V Tube, used for calibration and the mercury V tube, used for excess pressure tests (for Zalun-type instruments). Two manometers have since been installed [at NBS]: a single tube manometer for Pitot instruments, and another for Zalun-type instruments.](https://upload.wikimedia.org/wikipedia/commons/thumb/e/e3/Manometers_used_in_testing_air_speed_meters.jpg/95px-Manometers_used_in_testing_air_speed_meters.jpg) This photograph shows two of the manometers used in testing air speed meters. [Shown are] the Water V Tube, used for calibration and the mercury V tube, used for excess pressure tests (for Zalun-type instruments). Two manometers have since been installed [at NBS]: a single tube manometer for Pitot instruments, and another for Zalun-type instruments.
This photograph shows two of the manometers used in testing air speed meters. [Shown are] the Water V Tube, used for calibration and the mercury V tube, used for excess pressure tests (for Zalun-type instruments). Two manometers have since been installed [at NBS]: a single tube manometer for Pitot instruments, and another for Zalun-type instruments. -

-

-

-

-

-

-

-

-

-






.jpg)

![This photograph shows two of the manometers used in testing air speed meters. [Shown are] the Water V Tube, used for calibration and the mercury V tube, used for excess pressure tests (for Zalun-type instruments). Two manometers have since been installed [at NBS]: a single tube manometer for Pitot instruments, and another for Zalun-type instruments.](/wiki/File:Manometers_used_in_testing_air_speed_meters.jpg)



.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
Thu Jan 23 15:10:43 EST 2014
[edit]-
This exhibit illustrates a portion of the Bureau's work on Aeronautic Instruments showing diaphragms spun at the Bureau and appliances for investigating their elastic fatigue; also a vibration test board and chain tester.
-
-
-
-
-
-
-
This photograph shows two of the manometers used in testing air speed meters. [Shown are] the Water V Tube, used for calibration and the mercury V tube, used for excess pressure tests (for Zalun-type instruments). Two manometers have since been installed [at NBS]: a single tube manometer for Pitot instruments, and another for Zalun-type instruments.
-
-
-
-
-
-
-

-
-
-
-
.jpg)
Thu Jan 23 15:06:09 EST 2014
[edit].jpg)
{kind=link}
{kind=link}
Thu Jan 23 14:59:31 EST 2014
[edit]errors
[edit]- File:Aeronautic_instrument_exhibit_at_A.P.S.,_May_1919 verification-error
- File:Vibrating_board_for_air_speed_meters_and_oil_and_air_pressure_gauges badfilename
- File:Aeronautic_instrument_exhibit_of_thermometers,_inclinometers,_airspeed_meters,_and_pressure_gages_at_A.P.S.,_May_1919 verification-error
- File:Aeronautic_instrument_exhibit_of_oxygen_apparatus,_gyroscopic_apparatus,_and_altitude_instruments_at_A.P.S.,_May_1919 verification-error
- File:Aeronautic_instrument_exhibit_of_altitude_instruments_at_A.P.S.,_May_1919 verification-error
- File:Aeronautical_instrument_to_measure_altitude_(unidentified) badfilename
- File:Oxygen_apparatus_for_aviators badfilename
- File:Manometers_used_in_testing_air_speed_meters badfilename
- File:Four_types_of_containers_for_aneroid_testing badfilename
- File:Air-speed_meter badfilename
- File:Temperature_chamber_with_motor-driven_container badfilename
- File:Aeronautic_instrument_that_measures_air_speed_(unidentified) badfilename
- File:Aeronautic_instrument_that_measures_R.P.M._(unidentified) verification-error
- File:Aeronautic_instrument_that_measures_R.P.M._(unidentified) verification-error
- File:Aeronautic_instrument_(unidentified) badfilename
- File:Aeronautic_instrument_(unidentified) badfilename
- File:Aeronautic_instrument_that_measures_R.P.M._(unidentified) verification-error
- File:Aeronautic_instrument_that_measures_R.P.M._(unidentified) verification-error
- File:Aeronautical_instrument_to_measure_altitude,_rear_view_(unidentified) badfilename
- File:Aeronautic_instrument_(unidentified) badfilename
-
This exhibit illustrates a portion of the Bureau's work on Aeronautic Instruments showing diaphragms spun at the Bureau and appliances for investigating their elastic fatigue; also a vibration test board and chain tester.
-
This photograph shows two of the manometers used in testing air speed meters. [Shown are] the Water V Tube, used for calibration and the mercury V tube, used for excess pressure tests (for Zalun-type instruments). Two manometers have since been installed [at NBS]: a single tube manometer for Pitot instruments, and another for Zalun-type instruments.